齒條作為現(xiàn)代工業(yè)設備中重要的機械元件之一,具有結(jié)構(gòu)緊湊、傳動效率高、工作可靠和使用壽命長等特點,其通常與齒輪搭配使用,主要目的在于通過旋轉(zhuǎn)運動與直線運動相互轉(zhuǎn)換,實現(xiàn)機械裝置的轉(zhuǎn)向等操作。齒條在運行過程中會遇到承受載荷大、運轉(zhuǎn)速度快和服役環(huán)境惡劣等挑戰(zhàn),其質(zhì)量、性能和壽命會直接影響設備的整體性能及運行安全,通常要對齒條進行熱處理以改善其微觀組織結(jié)構(gòu),提高強韌性,滿足服役性能要求。
感應調(diào)質(zhì)熱處理是指利用電磁感應原理在工件表面產(chǎn)生感應電流,以渦流形式使工件表面被快速加熱并保持一定時間,隨后對其進行迅速淬火冷卻并回火,從而改變工件的微觀組織結(jié)構(gòu)與性能。經(jīng)感應調(diào)質(zhì)熱處理后,齒條棒材為回火索氏體組織,展現(xiàn)出良好的綜合力學性能,同時其疲勞性能得到有效改善,使用壽命也得到顯著延長。連續(xù)式感應熱處理生產(chǎn)線具有加熱速度快、自動化程度高、設備緊湊、熱慣性小、連續(xù)性好、工作效率高和綠色節(jié)能高效等顯著優(yōu)勢,現(xiàn)已廣泛應用于齒條棒材的熱處理。
淬火冷卻系統(tǒng)是感應調(diào)質(zhì)熱處理過程中的核心組成部分,該系統(tǒng)直接影響工件的淬火質(zhì)量。設計合理的冷卻系統(tǒng)可以滿足工件淬火冷速要求,降低工件變形及開裂的風險,并有助于提高材料的硬度、強度和耐磨性等性能,延長產(chǎn)品的使用壽命。此外,還可以實現(xiàn)工件的均勻冷卻,減小其溫度梯度和殘余應力,使產(chǎn)品組織結(jié)構(gòu)和性能均勻化。因此,在感應調(diào)質(zhì)熱處理生產(chǎn)過程中,設計一個高效、均勻、可靠的冷卻系統(tǒng)至關重要。
本文基于前期齒條棒材感應熱處理生產(chǎn)線的成功研制,重點介紹感應淬火冷卻系統(tǒng)的設計過程。通過試驗驗證冷卻系統(tǒng)的合理性,并生產(chǎn)出符合驗收標準的高品質(zhì)齒條調(diào)質(zhì)棒材。
1、不同淬火冷卻系統(tǒng)選擇
淬火是將鋼材等金屬材料加熱至淬火溫度,并在保持一定時間后,快速冷卻以提高其硬度和耐磨性的過程。通過對冷卻方式、系統(tǒng)布局、介質(zhì)選擇、噴淬壓力及介質(zhì)溫度的優(yōu)化設計,開發(fā)出一種新型感應淬火冷卻系統(tǒng),使材料淬硬層硬度均勻一致。通過控制齒條棒材淬火變形和殘余應力分布,確保工件具有優(yōu)異的耐磨性、可靠性和抗疲勞性。
設計一個高效、可靠的冷卻系統(tǒng),可以提高熱處理生產(chǎn)的效率,并保證產(chǎn)品質(zhì)量的穩(wěn)定性。對生產(chǎn)制造企業(yè)來說,這是提高產(chǎn)品質(zhì)量、降低成本和提升市場競爭力的重要手段之一。本文根據(jù)不同冷卻方式,將淬火冷卻系統(tǒng)分為以下三種。
第一,自冷淬火。工件經(jīng)表層或局部加熱至奧氏體化溫度后,熱量自行向母材未加熱區(qū)域傳遞,從而使奧氏體化區(qū)域迅速冷卻的淬火方式。該方法主要適用于采用激光束、電子束等高能量密度熱源 加熱工件后的冷卻,通常工件的總質(zhì)量或體積遠遠大于被加熱部分的質(zhì)量或體積。
第二,浸淬冷卻。將已均勻加熱至淬火溫度的工件浸入淬火介質(zhì)(水、油或其他)中,使其迅速冷卻。該方法是目前熱處理領域應用最為廣泛的一種淬火方式,常用于形狀簡單的碳鋼和合金鋼工件,淬火介質(zhì)需根據(jù)工件材質(zhì)、形狀尺寸等進行選擇。
第三,噴淬冷卻。采用噴射液體流作為冷卻介質(zhì),對均勻加熱至淬火溫度的工件進行淬火。通過調(diào)節(jié)冷卻介質(zhì)的流量、壓力、溫度和噴射角度等來達到所需淬火效果。
目前,感應熱處理生產(chǎn)中主要應用的淬火冷卻方式為浸淬冷卻和噴淬冷卻。浸淬冷卻裝置通常由浸淬槽、內(nèi)循環(huán)與外循環(huán)冷卻系統(tǒng)組成,具有設備簡單、造價低等優(yōu)點,但其缺點更明顯,如冷卻速率不易控制,形變大且無規(guī)律;不同位置冷卻速率不同,質(zhì)量均勻性與一致性差;產(chǎn)量小,生產(chǎn)效率低等。噴淬冷卻系統(tǒng)通常由噴圈組、調(diào)壓定流裝置、定心調(diào)節(jié)升降裝置及外循環(huán)溫控裝置組成,連同上下游自動化設計,高效穩(wěn)定;冷卻壓力流量閉環(huán)調(diào)節(jié),產(chǎn)品性能一致且滿足多規(guī)格需求;裝備根據(jù)工件尺寸定心調(diào)節(jié),噴射水柱沿圓周方向包裹工件,周向硬度均勻一致,徑向硬度具有合理梯度;適用于連續(xù)性高產(chǎn)量生產(chǎn)等。綜上所述,噴淬冷卻的方式更適用于齒條棒材的連續(xù)感應熱處理生產(chǎn)線。
2、噴淬冷卻系統(tǒng)的核心技術開發(fā)與設備研制
作為齒條棒材感應淬火生產(chǎn)線的重要組成部分,噴淬冷卻系統(tǒng)直接決定著齒條的性能和使用壽命,其核心技術與設備包含以下幾個方面。
噴淬冷卻方式
噴淬冷卻方式是影響冷卻效果的重要因素,不同的噴淬冷卻方式會影響工件表面的硬度和韌性。常見的噴淬冷卻方式包括定向、勻速、波形等。定向噴淬可以使工件不同位置的硬度和韌性出現(xiàn)明顯差異,勻速噴淬可以使工件各位置實現(xiàn)均勻冷卻,波形噴淬可以使工件獲得周期性變化的冷卻質(zhì)量。齒條料棒材的冷卻應選擇勻速噴淬,整個棒材同一圓周表面冷卻均勻,避免出現(xiàn)局部過熱或過冷的情況,確保齒條棒材的質(zhì)量和性能的均一性。
冷卻系統(tǒng)布局
噴淬冷卻系統(tǒng)的布局需要充分考慮齒條棒材的結(jié)構(gòu)特點、形狀尺寸、運動方式、噴嘴與棒材之間的距離及噴嘴相對于棒材運行軸線角度的合理性,從而達到所需的冷卻速率。噴圈要具有高度位置自動化調(diào)節(jié)功能,從而實現(xiàn)所有直徑棒材均與噴圈同心。冷卻系統(tǒng)要具有可靠的監(jiān)測和報警系統(tǒng),從而保證該系統(tǒng)的安全性和穩(wěn)定性。在實際應用中,冷卻系統(tǒng)應根據(jù)工件的具體工藝需求進行系統(tǒng)調(diào)試和優(yōu)化,從而達到最佳的冷卻效果。
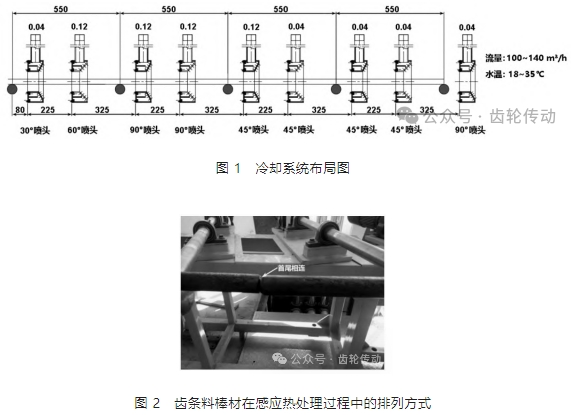
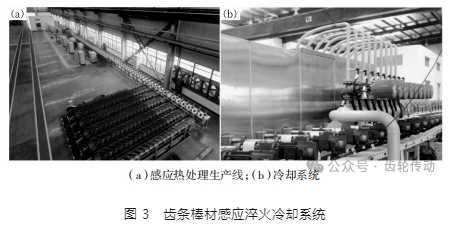
結(jié)合齒條棒材的尺寸和性能需求,冷卻系統(tǒng)采用 9 個噴圈,其位置、距離和噴淬角度布局如圖 1 所示。9 個噴圈一字排開,保證淬火過程的完整性。噴圈設計為圓形,齒條棒材在前進的同時保持自轉(zhuǎn)(自轉(zhuǎn)速度 70 r/min),確保冷卻介質(zhì)充分覆蓋棒材圓周,防止出現(xiàn)冷卻死角或者局部過冷現(xiàn)象,有效保證齒條棒材性能的一致性。在感應熱處理生產(chǎn)過程中,前后兩根棒材保持首尾相連,如圖 2 所示,有效降低感應熱處理過程中的端部效應,從而提高工件有效長度和加工效率。
針對齒條棒材直徑在 21~33 mm 范圍內(nèi),為保證噴水圈與棒材同心,增加一套噴圈自動伺服升降裝置,可根據(jù)棒材直徑自動精確調(diào)節(jié)噴水圈中心高度至合適位置(同心度 ± 0.5 mm)。
冷卻介質(zhì)選擇
冷卻介質(zhì)通常要具有較大的比熱容和優(yōu)異的導熱性能,以確保工件能夠快速均勻冷卻。目前,廣泛使用的冷卻介質(zhì)有水、油和 PAG/PVP 淬火液等。不同材質(zhì)的工件應根據(jù)其淬透性來選擇相應的冷卻介質(zhì),從而實現(xiàn)最佳淬火效果。水作為一種較常用的冷卻介質(zhì),其導熱性好且成本低廉,可使工件獲得較快的冷卻速度與較高硬度,但也會增大工件的形變與開裂傾向;油的熱傳導性差,通常用于淬透性較好的合金鋼的冷卻;PAG/PVP 淬火液冷卻速度相對適中,并可通過調(diào)整介質(zhì)濃度來改變工件的冷卻速度,既能減少水淬過程中的工件形變與開裂傾向,又能克服油淬冷卻不足的缺點。因此,針對不同材質(zhì)的工件,需選擇不同的冷卻介質(zhì),如 37CrS4HL 齒條棒材可選擇使用 PAG 淬火液。
淬火介質(zhì)的純凈度決定了工件冷卻過程的均一性,因此需要設計一套清潔系統(tǒng),以保證介質(zhì)雜質(zhì)含量被控制在工藝要求范圍內(nèi)。37CrS4HL 齒條棒材感應淬火用的 PAG 淬火液采用以下除雜過濾方式:將工件進行淬火后,淬火液落入沉降池進行氧化鐵皮沉淀,較“清澈”部分溢流至熱液池(隔網(wǎng)實現(xiàn)一級過濾);隨后被循環(huán)泵吸出并在管路中經(jīng)過濾器進行二級過濾;最后在進噴圈前進行第三級過濾。上述三級過濾中,后一級過濾精度均高于前一級,并確保進入噴圈淬火液中的雜質(zhì)小于噴孔尺寸。
淬火壓力流量設計
為達到最佳冷卻效果,需通過調(diào)節(jié)冷卻介質(zhì)的壓力與流量來控制其冷卻速度。噴淬介質(zhì)壓力越高、流量越大,工件的冷卻速度越快,但同時也會增加其變形的風險。
齒條棒材噴淬冷卻采用預冷→急冷→緩冷的模式,預冷和緩冷可以降低工件熱應力與相變應力的釋放,從而減小其變形;急冷通過提高冷速促使淬火組織得到全馬氏體,提高齒條棒材的表面硬度和耐磨性,延長其使用壽命。在實際使用時,噴圈一的壓力適中,預冷減小工件變形;噴圈二至五的壓力顯著大于噴圈一,急冷獲得全馬氏體;噴圈六至八采用較小的壓力,棒材緩冷至室溫;噴圈九用于阻擋水外濺。淬火介質(zhì)主管的總壓力應不小于 0.3 MPa,流量位于 100~140 m3/h 范圍內(nèi),通過閥門精準調(diào)節(jié)控制各支管噴圈的壓力,確保各噴圈的壓力被控制在工藝設定范圍內(nèi)。以 37CrS4HL 齒條棒材淬火為例,各噴圈的壓力可依次設置為 0.04、0.12、0.12、0.12、0.12、0.04、0.04、0.04、0.04 MPa,允許其變化范圍為 ±0.01 MPa,各噴圈壓力、噴淬角度和位置分布如圖 1 所示。
淬火介質(zhì)溫度調(diào)節(jié)
淬火介質(zhì)溫度通常根據(jù)齒條棒材材質(zhì)來確定,針對 37CrS4HL 齒條材料而言,淬火介質(zhì)應選擇濃度 10 %PAG 淬火液,溫度為 18~35 ℃。淬火介質(zhì)溫度隨著淬火過程的推進會逐步升高,因此需要通過外部冷卻使其保持在工藝要求范圍內(nèi),具體方式如下:工件淬火后的“熱介質(zhì)”由循環(huán)泵輸送至閉式冷卻塔,塔內(nèi)完成熱量交換后,“冷介質(zhì)”帶壓輸送至噴圈前。通過實時監(jiān)測淬火介質(zhì)溫度、合理配置冷卻塔規(guī)格及溫度閉環(huán)控制自動化系統(tǒng),確保介質(zhì)溫度保持在工藝要求范圍內(nèi),從而使工件獲得良好的淬火效果。
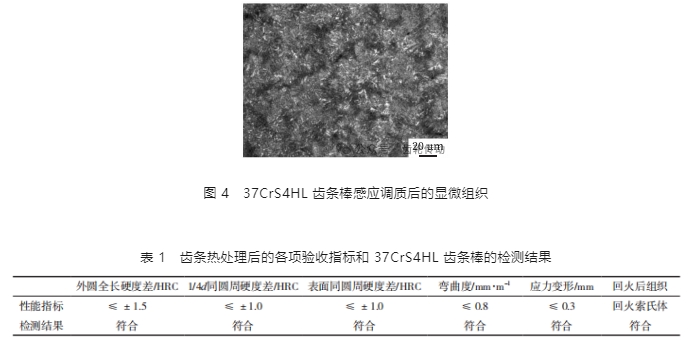
綜上所述,噴淬冷卻系統(tǒng)核心技術與設備包括噴淬冷卻方式、冷卻系統(tǒng)布局、冷卻介質(zhì)選擇、淬火壓力流量設計及淬火介質(zhì)溫度調(diào)節(jié)等。本文針對齒條棒材的尺寸與材質(zhì),綜合考慮產(chǎn)品的性能要求,研制出齒條棒材感應熱處理生產(chǎn)線及其淬火冷卻系統(tǒng),該系統(tǒng)如圖 3 所示。
3、組織與性能試驗驗證
為了驗證感應熱處理生產(chǎn)線中噴淬冷卻系統(tǒng)布局、淬火介質(zhì)流量與壓力配置等參數(shù)設置的合理性,本研究以 37CrS4HL 齒條棒材為例進行試驗驗證,對其調(diào)質(zhì)后的顯微組織和性能進行分析,評估其是否達到性能需求指標。試驗 37CrS4HL 齒條棒材尺寸為 ?30 mm × 6 000 mm,其調(diào)質(zhì)后的表面顯微組織如圖 4 所示。可以看到,鐵素體基體內(nèi)分布著極細小的碳化物顆粒,為典型的回火索氏體組織特征,具有良好的強韌性能匹配。對 37CrS4HL 齒條棒材調(diào)質(zhì)后的表面、1/4d、心部三處的硬度進行檢測,結(jié)果為 25.8±1.0、25.3±0.8、24±0.5 HRC,從表面到心部硬度呈現(xiàn)良好的梯度分布,且各部位硬度散差均較小。將齒條熱處理后的各項性能要求指標與 37CrS4HL 齒條棒材的檢測結(jié)果進行對比,如表 1 所示。從表 1 可以看出,齒條棒材各部位硬度差、彎曲度、應力變形程度及回火后的組織均符合性能需求指標,驗證了感應熱處理生產(chǎn)線噴淬冷卻系統(tǒng)布局及各項參數(shù)設置的合理性。
4、結(jié)論
1)對 37CrS4HL 齒條棒材調(diào)質(zhì)后的組織與性能進行試驗驗證分析,結(jié)果表明該工件各部位硬度差、彎曲度、應力變形程度及回火后的組織均符合驗收指標。
2)試驗驗證結(jié)果表明,感應淬火冷卻系統(tǒng)的布局、淬火介質(zhì)流量與壓力配置等參數(shù)的設置均在合理范圍內(nèi),可生產(chǎn)出符合驗收標準的高品質(zhì)齒條棒材。
參考文獻略.