一、研究背景
隨著各行業(yè)對齒輪精度要求的不斷提高,磨齒工藝正在成為齒輪生產(chǎn)工藝中最常用、最重要的手段之一。我國和德國、日本等工業(yè)強(qiáng)國在機(jī)械制造行業(yè)上的差距,除了設(shè)備、技術(shù)上的差距,對工藝參數(shù)的把控也是其中的核心環(huán)節(jié)之一。
以磨齒為例,目前我國一些大公司的設(shè)備全部從歐美國家進(jìn)口,廠房設(shè)置基本符合歐美國家要求,操作人員也經(jīng)過了反復(fù)培訓(xùn),操作方法熟悉,但加工出來的零件精度有所不及,同一砂輪的壽命更可能有倍數(shù)的差距。這其中,砂輪的修整參數(shù)和磨削參數(shù)是非常重 要的兩個影響因素。筆者就此對蝸桿磨砂輪進(jìn)行壽命評估研究。
二、蝸桿磨砂輪壽命主要影響因素
蝸桿磨砂輪的損耗主要體現(xiàn)在直徑方向和軸向兩個方面。直徑方向的損耗主要是砂輪修整帶來的,目的是將已經(jīng)破壞或達(dá)不到加工精度要求的砂輪齒面表層去除,類似于滾刀、剃刀等的修磨。軸向損耗主要來源于砂輪躥刀,目的是防止砂輪的同一個位置反復(fù)磨削工件,導(dǎo)致工件表面粗糙度達(dá)不到要求,或者出現(xiàn)磨削燒傷。
直徑方向損耗
砂輪直徑方向的損耗分為兩種,一種是新砂輪修磨損耗,一種是砂輪加工過程中的正常修磨損耗。
新砂輪修磨損耗:砂輪三維外形如圖 1 所示。一般新到廠的砂輪因為開槽精度的問題,在壓力角、砂輪表面粗糙度等方面并不滿足加工要求,需要進(jìn)行修磨。
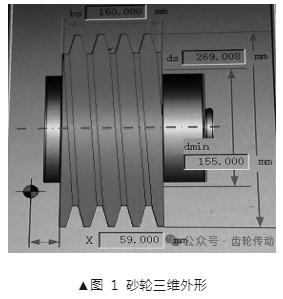
針對 80 粒度砂輪,砂輪每一修整回合一般在直徑方向修掉 0.03 mm,進(jìn)口新砂輪通常需要修整 100 回合,因此將在直徑方向修掉約 3 mm。個別國產(chǎn)砂輪制作粗糙,新砂輪需要修整 200 甚至 300 回合,新砂輪在直徑方向的修整損耗達(dá)到 6 mm 或 9 mm。
砂輪加工過程中正常損耗:正常加工過程中,為保證被加工齒輪的齒部精度、齒面粗糙度等,需要定期對砂輪表面進(jìn)行修整。砂輪修整損耗如圖 2 所示。
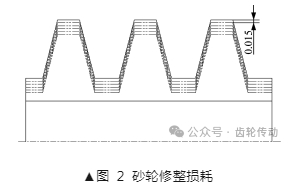
砂輪正常修整仍以回合為單位,通常一次修整為10 回合,其中 8 回合為粗修整,2 回合為精修整。針對 80 粒度砂輪,粗修整每次在直徑方向去除 0.03 mm,精修整每次在直徑方向去除 0.02 mm。因此,每次修整在直徑方向的去除量 d 約為 0.28 mm。
砂輪在直徑方向上的修整并不是無限制的,修整到一定直徑后,引發(fā)機(jī)床 X 方向行程和安全限制,機(jī)床將停止修整。以外徑為 280 mm、寬度為 260 mm、內(nèi)孔為 115 mm 的砂輪為例,砂輪齒根可修整到的最小限制直徑在 200 mm 左右。
假設(shè)某砂輪大徑為 Φ1 ,砂輪齒根限制直徑為 Φ2 ,被加工齒輪的齒全高為 h,則估算用上述幾何尺寸砂輪加工齒輪時可修整的次數(shù) k 為:
軸向損耗
砂輪磨削如圖 3 所示。為防止砂輪的同一位置反復(fù)磨削工件,造成被加工齒輪齒面燒傷、粗糙度不達(dá)標(biāo)或者精度超差,砂輪在磨削過程中采用動態(tài)躥刀,即加工過程中砂輪時刻都在躥刀。
砂輪沿自身軸向方向躥刀,躥刀運動與機(jī)床主軸的進(jìn)給聯(lián)動,輸入的躥刀量為 0.05 mm,表示機(jī)床主軸每進(jìn)給 1 mm,砂輪沿自身軸向躥刀 0.05 mm。
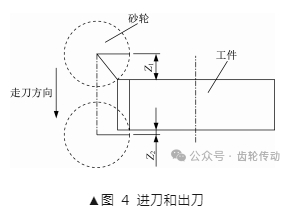
磨削過程中,為避免砂輪與工件產(chǎn)生碰撞對砂輪造成損傷,也為了減輕磨削載荷,需要在進(jìn)刀時增加一段超越行程 Z1。出刀時,為了能完全出刀,也需要增加一段出刀量 Z2。進(jìn)刀和出刀如圖 4 所示。
因此,磨削過程中,砂輪沿機(jī)床主軸方向的實際運動距離 L 為:
式中:D1 為被加工齒輪寬度。
筆者公司磨齒加工一般分為三行程或四行程,每行程的躥刀量不同。以三行程為例,假設(shè)第一行程粗磨的躥刀量為 a,第二行程半精磨的躥刀量為 b,第三行程精磨的躥刀量為 c,那么加工每個零件的總躥刀量 y 為:
在躥刀過程中,砂輪并不能在整個寬度上實現(xiàn)躥刀,通常的有效躥刀范圍為砂輪寬度的 70% 。因此,砂輪每修整一次可以加工的零件數(shù)量 n 約為:
式中:D2 為砂輪寬度。
三、砂輪壽命評估
砂輪壽命評估公式
砂輪的壽命 N 可估算為:
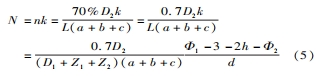
式中:k 為可修整次數(shù)。
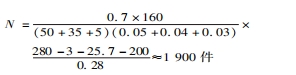
實例
假設(shè)某被加工零件寬度為 50 mm,齒全高為 12.85 mm,所用砂輪外徑為 280 mm,寬度為 160 mm,內(nèi)孔直徑為 115 mm,砂輪齒根限制直徑為 200 mm,進(jìn)刀超越行程 Z1 為 35 mm,出刀量 Z2 為 5 mm,三行程的躥刀量分別為 0.05 mm、0.04 mm、0.035 mm,修整量取常用值,則該砂輪的加工壽命 N 約為:
四、結(jié)束語
筆者對蝸桿磨砂輪進(jìn)行壽命評估研究,磨齒所用砂輪直徑、寬度,被加工零件寬度、全齒高、螺旋角,砂輪單次修整量,躥刀量,磨削行程數(shù)等因素都會對砂輪壽命產(chǎn)生影響,以上因素大部分不可更改,因此要延長砂輪壽命,應(yīng)該從砂輪單次修整量、磨削躥刀量、磨削行程數(shù)等方面進(jìn)行優(yōu)化。
參考文獻(xiàn)略.