在某些機械產品(如轉向器) 中,通常使用斜齒輪和(圓柱型)齒條配合實現旋轉運動和直線運動的轉換,在這些產品中,斜齒輪經常有一端沒有被“滾通”,即存在著一段滾齒加工的收尾長度。在收尾長度里,若不是正常的齒形則不能參與齒條的嚙合運動,因此要避開齒條,即斜齒輪的滾齒有效長度要足夠長,否則會與齒條產生干涉進而影響機械產品的性能。另外,知道了斜齒輪的滾齒有效長度,還可以設計斜齒輪的齒部在原點的另一端,即將其設置在滾通的那一端的端面的合適的位置。另一方面,斜齒輪的收尾長度也影響著斜齒輪相關的機械產品的尺寸和受力等。劉法權基于 BASIC 語言編程,用數值的方法計算了滾齒時刀架回轉中心至滾刀頂圓柱與毛坯頂圓柱交線最低點的距離,這段距離就等于收尾長度。劉忠朝給出了一些切入長度(收尾長度)的簡化或近似計算式的誤差比較,但是斜齒輪的滾齒收尾長度的精確解析表達式還沒有文獻提到過,與齒條配合的斜齒輪需要的滾齒有效長度也沒有文獻涉及過。基于此,筆者重點研究斜齒輪的有效長度和收尾長度的計算,推導得到了這兩個解析表達式,并通過 SolidWorks軟件驗證了其正確性,該計算求解對與斜齒輪相關的機械產品的設計有重要意義。
一、斜齒輪的有效長度的計算
理論分析
考慮斜齒輪的滾齒有效長度的設計。事實上,斜齒輪齒頂圓柱和齒條圓柱在空間中有一個交集。由于斜齒輪的齒面都在斜齒輪齒頂圓柱的范圍內,而齒條的齒面都在齒條圓柱的范圍內,所以斜齒輪和齒條的嚙合就發生在該交集內。為了使斜齒輪和齒條正常嚙合而不發生干涉,就必須保證斜齒輪在該交集所在的軸線長度范圍內的齒形都是有效的。于是,滾齒有效長度的設計問題轉換為求斜齒輪齒頂圓柱和齒條圓柱的相貫線投影到斜齒輪的軸線的長度范圍,即保證此長度范圍必須在設計的滾齒有效長度的范圍內才能滿足設計的要求。
變量符號定義
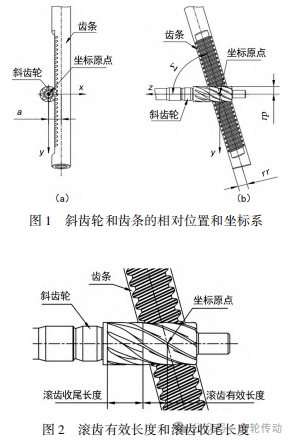
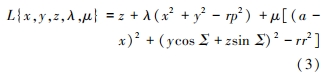
設中心距為 a、軸交角為 Σ、斜齒輪齒頂圓半徑為 rp、齒條半徑為 rr。按圖 1 建立坐標系。其中,中心距 a 定義為斜齒輪軸線和齒條軸線的最短距離,軸交角 Σ 定義為從斜齒輪軸線沿最短距離線指向齒條軸線的方向看,如果斜齒輪軸線順時針旋轉一個銳角到達和齒條軸線重合的位置,則軸交角 Σ 就是這個銳角。如果斜齒輪軸線要逆時針才能旋轉一個銳角到達和齒條軸線重合的位置,則軸交角 Σ 就是這個銳角的相反數。圖 1 所示的軸交角 Σ 為正,滾齒有效長度和滾齒收尾長度如圖 2 所示。
推導過程
推導公式為:

用數學語言描述,就是在式(1)和式(2)的條件下求 z 的極值,其中式(1)表示點{x,y,z}在斜齒輪齒頂圓柱的表面,而式(2)表示點{ x,y,z}在齒條圓柱的表面。
按文獻應用 Lagrange 乘數法,令:
對式(3)求各偏導數,令各偏導數為零,得到下列各方程:
此一元四次方程的 4 個根分別為:

因為 t5 -t6 是負數,所以式(16)、(17)這兩個根是虛數根,沒有意義要舍去,而式(15)這個根是負數所以也沒有意義要舍去。所以 x 的真根是式(14),解出了 x 的值,y 的值計算如下:
其中:sgnΣ表示Σ的符號,若Σ為正,則sgnΣ = 1;若 Σ 為負,則 sgnΣ = - 1。進而 z 的極值計算如下:

一個算例及 SolidWorks 軟件驗證
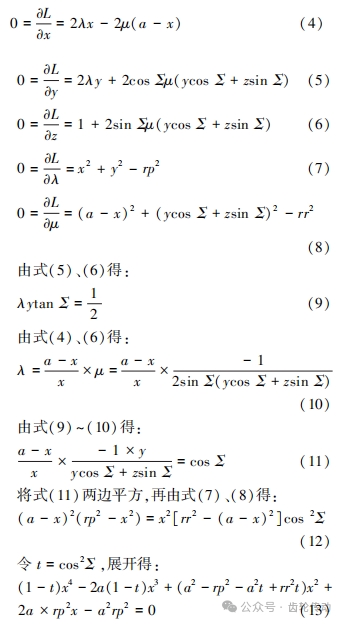
下面給出一個算例,如果中心距 a = 17.95 mm、軸交角 Σ = 74° 55′、斜齒輪齒頂圓半徑 rp = 11. 175 mm、齒條半徑 rr = 13.5 mm,則按照上述公式計算得到 z 的極值是 12.692 9 mm。另一方面也可以在一些三維建模軟件(如 SolidWorks )中進行驗證,先創建斜齒輪齒頂圓柱的三維模型,再按照正確的中心距和軸交角創建齒條圓柱的三維模型,并用齒條圓柱“切除”斜齒輪齒頂圓柱,得到兩個圓柱的相貫線。在 SolidWorks 中測量相貫線的 z 坐標的極值,同樣是 12.692 9 mm,如圖 3 所示,從而驗證了上述公式的正確性。
此表達式的用處
得到 z 的極值后,就可以用來設計斜齒輪的滾齒有效長度,即要保證斜齒輪的滾齒有效長度大于 z 的極值;另一方面,還可以設計斜齒輪的齒部在原點的另一端,即滾通的那一端的合適的位置。
二、斜齒輪的收尾長度的計算
理論分析
現在考慮斜齒輪的滾齒收尾長度。按文獻,滾刀和工件實質上可以看作是兩個交錯軸的斜齒輪的嚙合,且滾刀和工件是點接觸的。滾齒加工斜齒輪時,滾刀和工件按一定的速比繞各自軸線旋轉,即展成運動。另外,滾刀還沿工件軸線方向平移,工件再附加一個轉動,即進給運動。展成運動過程中,在工件上形成了一條接觸點軌跡,在進給運動過程中,這條接觸點軌跡通過螺旋掃描得到了被加工的齒面。當進給運動結束后開始退刀,即滾刀軸線和工件軸線的中心距開始增大,同時展成運動仍然在進行。于是就在工件上留下一段收尾的不正常齒形,工件的“收尾齒根”如圖 4 所示。
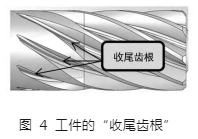
設滾齒中心距為 a、滾齒軸交角為 Σ、滾刀外圓半徑為 r、工件軸向距離滾刀軸線和工件軸線的最短距離線為 x,x 對應工件的“收尾齒根” (見圖 4)的半徑,即滾刀外圓加工得到的表面和工件軸線的距離為 y。將垂直于工件軸線且距離滾刀軸線和工件軸線的最短距離線為 x 的平面稱為平面 A。平面 A 和滾刀軸線的交點在平面 A 內和工件軸線的距離是![]() 因為滾刀退刀時。滾刀和工件都仍然繞其軸線旋轉,所以考慮滾刀軸線按照滾齒中心距 a 和滾齒軸交角 Σ 繞工件軸線旋轉得到一個旋轉幾何體。在過工件軸線的平面內截得的曲線是:
因為滾刀退刀時。滾刀和工件都仍然繞其軸線旋轉,所以考慮滾刀軸線按照滾齒中心距 a 和滾齒軸交角 Σ 繞工件軸線旋轉得到一個旋轉幾何體。在過工件軸線的平面內截得的曲線是:
再作這個曲線的距離為 r 的等距曲線,就是和正常齒形的齒根圓柱相連的“收尾齒根”的曲線。
推導過程
設式(26)所對應的曲線在{x,y} (其中 x>0)的切線的傾角為 θ,則:
因為 t5-t6 是負數,所以式(35)、(36)這兩個根是虛數根,沒有意義要舍去,而式(34) 這個根是負數,所以也沒有意義要舍去。所以 y 的真根是式 (33),解出了 y 的值,根據式(26) ~ (29),得到 xr 的表達式如下:
一個算例及 SolidWorks 軟件驗證
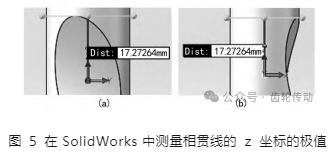
下面給出一個算例,如果滾齒中心距 a = 31.839 994 mm、滾齒軸交角 Σ =-120°、工件齒頂圓半徑 yr=11.175 mm、滾刀外圓半徑 r = 25 mm,則按照上述公式計算得到 xr = 17.272 64 mm。
然后可以在一些三維建模軟件(如SolidWorks) 中進行驗證,先創建斜齒輪齒頂圓柱的三維模型,再按照正確的滾齒中心距和滾齒軸交角創建滾刀外圓柱的三維模型,用滾刀外圓柱“切除”斜齒輪齒頂圓柱,得到兩個圓柱的相貫線。在軟件中測量相貫線的 z 坐標的極值如圖 5 所示,同樣是 17.272 64 mm,從而驗證了上述公式的正確性。
三、結語
文章通過理論分析和數學方法推導得到了與圓柱型齒條配合的斜齒輪所需要的有效長度的解析表達式,以及滾齒收尾部分最遠端到垂直于工件軸線且包含退刀時滾刀軸線和工件軸線的最短距離線所在平面的距離,即滾齒收尾長度的解析表達式。并通過 SolidWorks 軟件驗證了其正確性。這兩個表達式為與斜齒輪相關的機械產品的設計提供了重要依據。
參考文獻略.