一、概況
受信儀是某產品隨動系統的關鍵部件,其傳動精度決定著發射架方位角的精度,齒輪是受信儀的重要零件,其加工精度直接影響著受信儀的傳動精度,而高精度、大尺寸薄片齒輪在加工過程容易產生裝夾變形和應力變形,是機械加工的難題,我們通過探索實踐,采用新的工藝方法,解決了這一加工難題,有效提高了產品質量。
二、零件工藝性分析
結構特點
受信儀傳動機構中有一種薄片齒輪,結構尺寸大,端面跳動和平行度要求高,加工過程變形大,加工難度高。其中的典型結構如圖一所示,具有以下結構特點 :
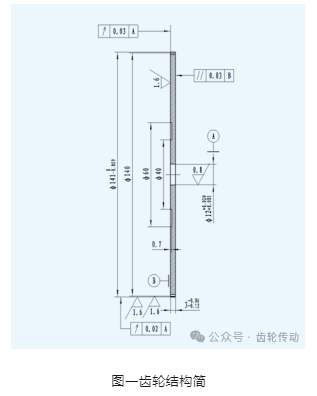
1)徑厚比大:其直徑尺寸為 141mm, 厚度只有3mm, 直徑與厚度的比值 D/t=47, 遠遠大于常規片齒輪的直徑與厚度比值(≤ 26)。
2)剛性差:一端端面上有深 0.7mm 的環型凹槽,結構不對稱、剛性差。
3)有硬度要求:工件材料為優質合金結構鋼 40Cr,洛氏硬度值 HRC28-32。
工藝及加工難點
1)形位公差、表面精度要求高:厚度兩面的平行度、表面光潔度均要求很高,其中平行度要求不大于 0.03mm、表面粗糙度 Ra 不大于 1.6um, 厚度尺寸公差 0.06mm。
2) 一端端面上有環型凹槽,加工過程受力不均勻,產生變形易。
3)由于直徑與厚度尺寸差值大,工件剛性差,加工過程中易產生變形,對裝夾方法、加工方法、切削用量的控制等要求很高,加工難度大。首批采用常規磨削齒坯兩端面的加工方法試制的六件齒坯的平行度經三坐標檢測均超差,無法滿足設計要求,成為受信儀生產的瓶頸件和加工難題。
三、采取的創新工藝措施和加工方法
設計專用工裝,解決裝夾變形問題
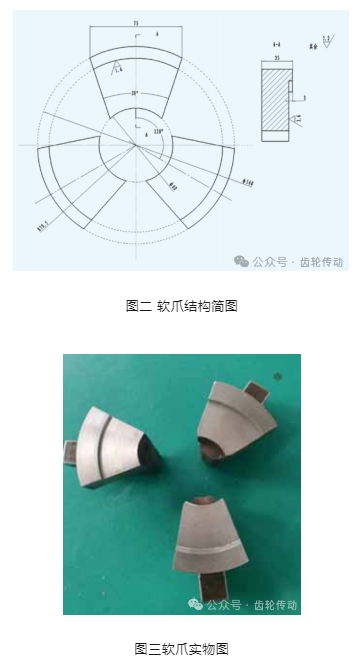
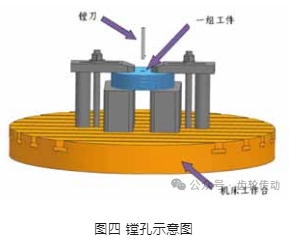
由于工件的直徑與厚度比大、剛性差,車削齒坯時,直接用車床三爪裝夾會使工件產生變形,影響加工精度。我們設計了圖 2、圖 3 所示的帶臺階軟爪,使工件在裝夾時,一邊的端面可以靠實靠平在軟爪安裝面上,增加工件的剛性,同時將工件外徑安裝在軟爪的臺階面處,不直接與車床三爪接觸,從而減少夾緊力對工件變形的影響,有效解決了裝夾造成的工件變形問題。
創新加工工藝方法
1)以車代磨,改變受力狀態
在對厚度兩面加工時,打破常規磨削的加工方法,采用了車削的方式,以改變裝夾和切削受力狀態,而且,車削時采用了粗車、半精車、精車分工序逐步去量的方法,并在粗、精車工序中間采取了不同的時效溫度和時效方法,以消除加工應力和殘余應力。
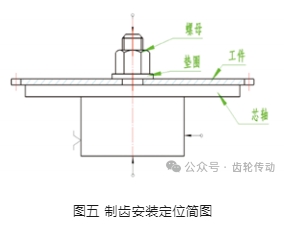
2)以鏜代車,減少變形
在孔精加工時,沒有采用常規的車削方式,而是根據工件剛性差,易變形的特點采取了鏜削的方法,將裝夾方式由圓周夾緊改變為端面垂直壓緊,使工件由徑向受力變為端面垂直受力,而且一次可以加工多個零件,提高了生產效率。
3)合理分配余量,改進切削參數
精確設計了工藝流程,合理地分配了粗、精車的加工余量,其中粗車時,端面單邊留量 1.5mm,半精車時單邊留量 0.3,精車時單邊留量 0.1 mm,同時對切削參數進行了優化,精車時轉速控制在 160r/min 以內,確保精加工過程不產生切削熱變形。
4)設計大定位面芯軸,防止制齒變形
設計制作專用芯軸,增加制齒時齒坯的安裝定位面積,防止制齒過程中因直徑與厚度比大,定位面小而產生的彎曲變形,齒輪與芯軸的安裝定位如圖五所示。
四、結語
通過創新加工工藝方法,設計制作專用工藝裝置,優化切削參數,解決了大尺寸薄片齒輪加工過程的變形問題,有效保證了加工質量,采用該新工藝方法生產加工的零件,一次交驗合格率達到了 98%,目前該技術成果已推廣應用于多種同類結構齒輪及類似結構的薄片圓盤類零件的加工,取得了良好的經濟效益和社會效益。
參考文獻略.