隨著市場競爭的日益激烈,“高精度、低成本”生產方式已經成為當前機械加工行業的主導生產方式。為了適應這種市場需要,變速器零件需剃齒的零部件,在剃齒加工時需要保證齒部公法線的 CPK 值達到 1.33 以上。
但是由于剃齒機的工作齒刀原理是通過控制剃主軸與被加工工件的中心距來控制公法線尺寸變化的,而這個中心距機床溫度變化而變化著,導致在剃齒加工時,齒部公法線隨著機床溫度變化而變化著,導致操作工需要時刻關注加工時的公法線變化在更改程序確保公法線合格,但是由于人為的干預和頻繁的更改程序,導致公法線的 CPK 值不達標,在 1.1 左右,而剃齒加工的 CPK 要求達到 1.33 以上才能被顧客接受,導致現場加工的零件不得不 100%全檢以確保零件加工的合格。但這樣的加工檢驗方法效率低,操作工勞動強度大,無法實現自動化生產,降低加工成本,提高加工效率。與現在的高精度加工方式、檢測需求不相適應。
本文設計應用了一種通過 ΔZ 軸位移傳感器的控制以實現剃齒刀主軸與被加工工件中心距的穩定性;通過 ΔZ 軸位移傳感器補償后,剃刀主軸與被加工工件的中心距變動量為 0。(此 ΔZ 軸位移傳感器探測組件包括安裝定距板處的機床面,定距板,ΔZ 軸位移傳感器測量處的機床平面,ΔZ 軸位移傳感器,固定底板,連接螺栓)。在剃齒加工前,先通過 ΔZ 軸位移傳感器探測檢驗出剃齒刀主軸與被加工工件中心距實際距離是多少,然后與理論的中心距進行對比,對比結果出來后通過數控程序進行自動補償后再進行剃齒加工。
一、任務需求
要求在一臺剃齒機上進行剃齒加工時,實現剃齒公法線的公差控制在 0.03 mm 以內,CPK 達到 1.33 以上;而使用原有的剃齒機加工方法進行剃齒加工,CPK 達到 1.1 左右,無法滿足精度要求和檢驗要求及自動加工的節拍要求,因此需要運用新的加工方法進行加工,實現 CPK 達到 1.33 以上的目標,及降低檢驗頻次的目標。
二、ΔZ 軸位移傳感器應用設計
ΔZ 軸位移傳感器的選型
ΔZ 軸位移傳感器的選型,因為 ΔZ 軸位移傳感器探測檢驗出剃齒刀主軸與被加工工件中心距實際距離是多少后,要通過剃齒機的數控程序進行運算然后與理論的中心距進行對比,再將對比結果出來后通過數控程序進行自動補償后再進行剃齒加工。所以必須選用與剃齒機的數控程序相兼容的位移傳感器型號來作為 ΔZ 軸位移傳感器。
ΔZ 軸位移傳感器固定底板的設計
ΔZ 軸位移傳感器固定底板與定距板采用單鍵槽與單鍵定心、端面定位后用過螺栓固定。為了保證 ΔZ 軸位移傳感器與定距板連接精度,特別使用了單鍵槽與單鍵配做方式進行加工,確保 ΔZ 軸位移傳感器與定距板的連接精度。
為了 ΔZ 軸位移傳感器與定距板的平面貼合精度,特別要求了 ΔZ 軸位移傳感器固定底板的平面度和粗糙度。
ΔZ 軸位移傳感器固定底板與 ΔZ 軸位移傳感器采用面對面貼合定位,以及 ΔZ 軸位移傳感器固定底板內孔與 ΔZ 軸位移傳感器外圓定心,螺栓固定方式連接。為了保證 ΔZ 軸位移傳感器與 ΔZ 軸位移傳感器連接精度、平面貼合精度,特別要求了 ΔZ 軸位移傳感器的平面度和粗糙度及內孔與平面的垂直度。
定距板的設計
定距板與 ΔZ 軸位移傳感器固定底板采用單鍵槽與單鍵定心、端面定位后用過螺栓固定。為了保證定距板與 ΔZ 軸位移傳感器連接精度,特別使用了單鍵槽與單鍵配做方式進行加工,確保定距板與 ΔZ 軸位移傳感器的連接精度。
為了定距板與 ΔZ 軸位移傳感器的平面貼合精度,特別要求了定距板的平面度和粗糙度。
定距板與機床采用面對面貼合定位板的平面度和粗糙度。螺栓固定方式連接。為了保證定距板與機床連接精度、平面貼合精度,特別要求了定距板的平面度和粗糙度。
安裝定距板處的機床面的設計
安裝定距板處的機床平面與定距板采用面對面貼合定位,螺栓固定方式連接。為了保證安裝定距板處的機床平面與定距板連接精度、平面貼合精度,特別要求了安裝定距板處的機床平面需要刮研后保證此處的平面度。
ΔZ 軸位移傳感器測針測量處的機床平面設計
ΔZ 軸位移傳感器測針測量處的機床平面為了保證 ΔZ 軸位移傳感器測針測量測量精度,特別要求了 ΔZ 軸位移傳感器測針測量處的機床平面需要刮研后保證此處的平面度。
由于 ΔZ 軸位移傳感器測針測量處的機床平面要經常使用,處于高頻率工作狀態,要定期檢查 ΔZ 軸位移傳感器測針測量處的機床平面是否完好,如有磨損要及時重新刮研。如果使用了已磨損的 ΔZ 軸位移傳感器測針測量處的機床平面,由于無法正常測量,出現嚴重質量事故。
ΔZ 軸位移傳感器固定底板、定距板的加工
ΔZ 軸位移傳感器固定底板要進行充分的熱處理、時效等,防止在使用中發生異常變形和磨損,影響整體測量精度。由于 ΔZ 軸位移傳感器固定底板部分是保證 ΔZ 軸位移傳感器檢測精度的關鍵部件之一,所以加工固定底板的公差要相當嚴格,平面度為0.005 mm,粗糙度 Ra 為 0.4 μm,以確保工件的檢測精度。
ΔZ 軸位移傳感器固定底板、定距板特別使用了單鍵槽與單鍵配做方式進行加工,確保 ΔZ 軸位移傳感器固定底板、定距板的連接精度,把平行度、平面度以及垂直度加工的較嚴格一些,以確保配合精度。
安裝定距板處的機床面、ΔZ 軸位移傳感器測針測量處的機床平面的加工
由于安裝定距板處的機床平面與定距板采用面對面貼合定位,為了保證定距板與 ΔZ 軸位移傳感器連接精度。因此需要刮研出高精度安裝定距板處的機床平面,平面度公差在 0.01 mm 以內。
為了保證 ΔZ 軸位移傳感器測針測量測量精度,因此需要刮研出高精度 ΔZ 軸位移傳感器測針測量處的機床平面,平面度公差在 0.005 mm 以內。
03ΔZ 軸位移傳感器的檢測補償原理
剃齒機的工作原理是通過控制剃齒刀主軸與被加工工件的中心距來控制公法線尺寸變化的,故機床溫度對公法線的影響主要通過剃齒刀主軸與被加工工件的中心距變化來影響公法線變化的。所以通過 ΔZ 軸位移傳感器的控制來補償機床溫度對剃齒的影響,以實現剃齒刀主軸與被加工工件中心距的穩定性;通過 ΔZ 軸位移傳感器探測到實際的剃刀主軸與被加工工件的中心距后反饋至數控程序,數控程序對實際中心距與理論中心距進行比對,比對后對中心距誤差進行補償,補償后實際中心距與理論中心距的差值為 0 后,進行剃齒加工,以此加工出穩定的剃齒公法線尺寸,使其 CPK 值達到 1.33 以上。
四、加工檢驗結果驗證及結論
使用本文設計的 ΔZ 軸位移傳感器控制剃齒公法線數據統計分析,見圖 1、表 1。
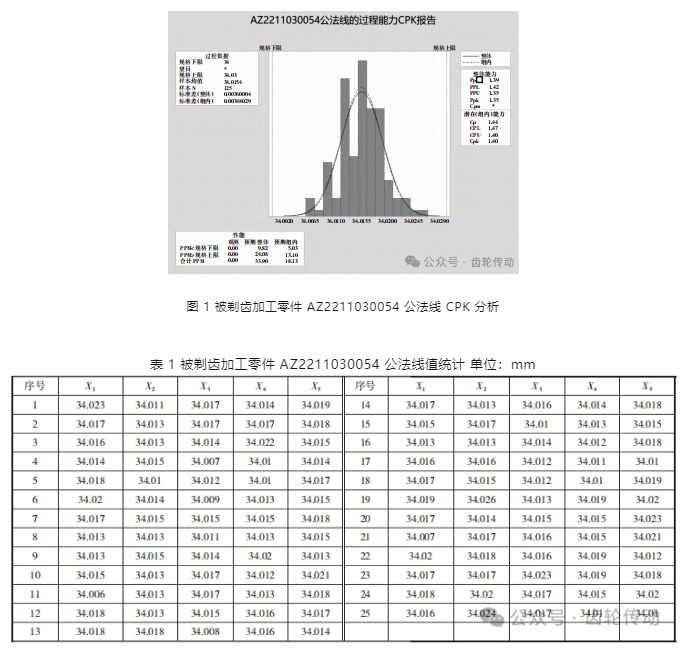
由圖 1、表 1 可以看出,使用本文設計的 ΔZ 軸位移傳感器控制剃齒公法線的加工,CPK 值大于1.33,滿足加工要求。
通過以上檢驗剃齒公法線的數據統計分析,本文設計的 ΔZ 軸位移傳感器控制剃齒公法線適合現“高精度、低成本”生產要求。使用此 Z 軸位移傳感器在保證工件交加工精度、生產線節拍的前提下,減少了工人勞動強度,提高了剃齒加工的穩定性,同時減少了人為因數對產品質量的影響。隨后推廣使用此方法來控制零件的剃齒公法線控制。為企業產品的質量提升做了重大貢獻。
參考文獻略.