深孔加工在機械加工領域有著非常重要的地位,約占孔加工量的40%。而隨著科學技術的進步,新型高強度、高硬度和高價值難加工異形深孔零件更廣泛的出現及應用于航空航天、換熱設備、醫療器械等領域,再加之加工深度、加工精度以及加工效率要求的不斷提高,如孔徑需求在0.3mm~2mm且形狀不規則的渦輪葉片氣膜冷卻孔;采用進氣道格柵隱身技術的隱形戰機中,格柵零件上排布的大量鈦合金傾斜方孔;都使得異形深孔加工成為現代機械制造的關鍵工序和難點挑戰。
電解加工技術優勢顯著
對于深孔加工,使用傳統鉆削工藝存在著刀具剛性不足、鉆頭易折斷、切屑難以排出等工藝缺陷。使用電火花加工工藝,雖然工件材料硬度不受限制,但隨著孔深的增加,電極損耗嚴重,加工效率大幅降低,制造成本顯著增加;孔壁還存有再鑄層,需要使用磨粒流機械研磨加工,不僅精度低,還易存在去除不了的死角。
電解加工是利用金屬在電解液中產生電化學陽極溶解的原理對工件進行加工的一種創新工藝。沒有宏觀“切削力”和“切削熱”的作用,因此工件表面不會產生像切削加工中所形成的塑性變形層,也不會產生殘余應力,更不會像電火花在加工面上產生再鑄層,具有很低的表面粗糙度值,對于難加工材料、異形孔零件的加工具有顯著優勢,且批量越大,單件生產成本越低。
工藝穩定性探索
然而,電解加工異形深孔零件時,加工間隙流場特性會極大影響電解液流速、壓力、溫度等分布情況,進而影響加工部位各處溶解速率以及電解產物能否及時排出,最終決定了深孔零件的加工品質。因此,合理優化電解加工流場不僅能保證加工過程的穩定性,還能在一定程度上提高加工效率和表面質量。不少國內外學者也曾就如何提高電解加工過程穩定性開展大量研究,南京航空航天大學浦口先進制造研究院作為南京市第一批備案的新型研發機構,在電解加工領域有著深入研究,與全球金屬加工解決方案領先企業、也是在精密電解加工領域擁有多項專利技術的埃馬克集團于2018年合作建立的“EMAG中德先進制造聯合研究中心”更是開創了國內電解加工科研教育領域的校企合作先河。
針對異形深孔電解加工工藝存在的進出口流場突變、加工間隙流場分布不均、工藝穩定性相對較差等問題,南京航空航天大學薛潤榮在趙建社老師的指導和幫助下以深徑比大于10:1的異形孔零件為研究對象,對其加工開始、加工穩定、加工穿透的各個階段流場分布進行仿真模擬與優化研究,并配合埃馬克電解加工機床進行加工試驗,連續穩定地加工出高精度的異形深孔零件,以期為實際生產提供一定的借鑒與參考。
試驗所選取的零件如圖1所示,深徑比為12:1,異形孔入口處為平面,出口處為半通半盲孔。電解加工過程中,工具陰極接電源負極,工件接電源正極,工具陰極以一定速度向下進給,電解液高速流過工具陰極與工件形成的加工間隙,帶走加工產物及焦耳熱,工件一側發生電化學溶解,實現工件加工成形,工具陰極外側涂覆絕緣層以防止加工過的孔壁發生二次電解。

流場優化研究
加工穿透階段。如圖3所示,異形孔出口處為半通半盲,加工穿透瞬間加工間隙內電解液大量缺失,容易引發短路現象導致加工中斷,造成零件報廢與陰極損傷。“針對以上問題,我們采取了優化陰極通液孔的方式來改善加工穿透時的流場分布。”趙老師介紹說。
依據通液孔流道截面積之和大于等于加工間隙流道截面積之和的原則,試驗團隊設計了如圖4所示的單孔與多孔兩種通液結構。并借助埃馬克PTS800電解機床,將它們置于相同條件下進行加工穿透階段的對比。最終證實,相比單孔通液結構,多孔通液結構更能夠保證半通半盲孔加工穿透時,工具陰極與工件表面之間仍有一定流速的電解液通過,更有利于加工穿透間隙流場穩定性的提高。

加工開始階段:如圖5(a)所示,由于試驗異形孔入口處為平面,加工間隙流場呈發散狀態,工具陰極開始加工到穩定加工的過程中流場存在突變,易發生短路現象,同時會對工件表面非加工部位產生雜散腐蝕。為解決這一問題,試驗團隊提出了在工件表面放置帶絕緣導流板的方式,如圖5(b)所示,來減弱流場的發散程度,同時保護工件表面非加工部位不發生雜散腐蝕。
加工穩定階段:進入加工穩定階段,加工間隙內電解液需要具有一定流速,才能滿足排出電解產物與控制溫升的要求。而要想滿足電解液流速需求,設置合理的電解液進出口壓力是關鍵。“借助埃馬克PTS800電解機床可對加工電源參數、電解液參數等進行實時調節控制并及時取得加工反饋信息的優勢特點,我們可以輕松實現不同進出口壓力的設置,并根據加工狀況進行探究、調整,以獲取最合適的參數。”趙老師介紹說。
試驗團隊先取電解液出口壓力為0MP,進口壓力為逐漸遞增的不同數值進行分析發現,隨著進口壓力的增加,雖然電解液流速不斷上升,但是相鄰通液孔周圍的負壓區域也在逐漸增加。負壓區域增加時,當間隙內壓力突降極易造成電解液氣化,氣泡積聚則會導致空穴現象,從而影響加工順利進行。要想消除負壓區域,只有適當施加背壓。
在取不同出口背壓與進口壓力值進行新一輪探究中,試驗團隊在反復的對比分析后終于找到了既能滿足電解液流速設計要求,也能大大降低負壓區域的合理參數。
復合進給對流場影響
通過增加背壓,雖然在一定程度上降低了負壓區域,但很難做到完全消除,無法絕對保障工藝的穩定性,南航師生們又開始思索進一步的優化方案。“鑒于埃馬克電解機床具備振動進給功能,經與老師反復討論后,我們最終找到了解決方案——復合進給運動。”薛潤榮介紹道。
“埃馬克電解機床Z軸附帶振動裝置,可按照需求實現復合運動或直線運動,為我們此次探究復合進給運動對流場分布規律的影響提供了非常好的硬件支持。”趙老師補充道。試驗所設置的單個振動周期運動規律如圖6所示。
在對單個振動周期內不同時刻對角線上電解液流速、電解液壓力數據樣點進行對比分析發現,在工具陰極直線進給過程中輔以低幅周期性振動,可以避免電解產物堆積,減弱雜散電場對異形孔側壁的二次腐蝕,使流場分布更加均勻,改善異形孔加工精度,優化加工穿透時流場分布狀態,提高加工穩定性。
異形深孔電解加工試驗
在工藝方案、加工參數確定后,試驗團隊迎來了最后也是最關鍵的實機加工環節。試驗所用到的設備還是來自埃馬克PTS800電解機床。“包含了機床本體、控制系統、電解液循環過濾系統和加工電源的集成控制系統,不僅可對數控軸、加工電源參數、電解液參數等進行實時控制,并依據反饋信息實時調節,實現精準定位、優質加工,帶圖文顯示、極富人性化的操作界面讓加工過程更加真切直觀,為對于電解加工技術還處于學習熟悉階段的學生們的試驗探究提供了極大的便利。”趙老師對埃馬克的電解加工設備性能表示認可。

依據之前步驟探究的流場優化方案,將工件材料置于電解液中,設置好相應的參數,并讓Z軸以多種不同的進給速度及一定振動頻率做復合運動,進行電解加工試驗。通過測量比較不同進給速度下加工樣品的實際尺寸與理論尺寸相差值,選出誤差最小、精度最高的進給速度,并在此速度下進行多次加工試驗。
加工實物如圖8,工件尺寸穩定控制在2.05±0.03mm和3.05±0.03mm,不僅實現了高精度、穩定加工,還保障了極佳的表面質量。

“精密電解加工技術是當前應對難加工材料及復雜結構件的最優勢的方法之一,也是南航浦口先進制造研究院關注和研究的重點。埃馬克是全球精密電解加工領域的先行者和領先者,其研發的專業設備更是應用于眾多國際知名制造企業。在埃馬克的技術支持與設備助力下,目前我們南航浦口先進制造研究院已經開展了多個有關電解加工的方案探究和技術優化項目,相信今后在我們的緊密合作下,南航浦口先進制造研究院與埃馬克一定能為我國精密電解加工行業的進步發展帶來突破和貢獻。”趙老師說道。
電解加工技術優勢顯著
對于深孔加工,使用傳統鉆削工藝存在著刀具剛性不足、鉆頭易折斷、切屑難以排出等工藝缺陷。使用電火花加工工藝,雖然工件材料硬度不受限制,但隨著孔深的增加,電極損耗嚴重,加工效率大幅降低,制造成本顯著增加;孔壁還存有再鑄層,需要使用磨粒流機械研磨加工,不僅精度低,還易存在去除不了的死角。
電解加工是利用金屬在電解液中產生電化學陽極溶解的原理對工件進行加工的一種創新工藝。沒有宏觀“切削力”和“切削熱”的作用,因此工件表面不會產生像切削加工中所形成的塑性變形層,也不會產生殘余應力,更不會像電火花在加工面上產生再鑄層,具有很低的表面粗糙度值,對于難加工材料、異形孔零件的加工具有顯著優勢,且批量越大,單件生產成本越低。
工藝穩定性探索
然而,電解加工異形深孔零件時,加工間隙流場特性會極大影響電解液流速、壓力、溫度等分布情況,進而影響加工部位各處溶解速率以及電解產物能否及時排出,最終決定了深孔零件的加工品質。因此,合理優化電解加工流場不僅能保證加工過程的穩定性,還能在一定程度上提高加工效率和表面質量。不少國內外學者也曾就如何提高電解加工過程穩定性開展大量研究,南京航空航天大學浦口先進制造研究院作為南京市第一批備案的新型研發機構,在電解加工領域有著深入研究,與全球金屬加工解決方案領先企業、也是在精密電解加工領域擁有多項專利技術的埃馬克集團于2018年合作建立的“EMAG中德先進制造聯合研究中心”更是開創了國內電解加工科研教育領域的校企合作先河。
針對異形深孔電解加工工藝存在的進出口流場突變、加工間隙流場分布不均、工藝穩定性相對較差等問題,南京航空航天大學薛潤榮在趙建社老師的指導和幫助下以深徑比大于10:1的異形孔零件為研究對象,對其加工開始、加工穩定、加工穿透的各個階段流場分布進行仿真模擬與優化研究,并配合埃馬克電解加工機床進行加工試驗,連續穩定地加工出高精度的異形深孔零件,以期為實際生產提供一定的借鑒與參考。
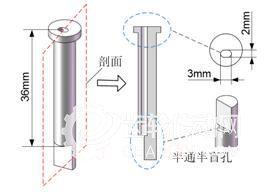
圖1 試驗所選取零件示意圖
試驗所選取的零件如圖1所示,深徑比為12:1,異形孔入口處為平面,出口處為半通半盲孔。電解加工過程中,工具陰極接電源負極,工件接電源正極,工具陰極以一定速度向下進給,電解液高速流過工具陰極與工件形成的加工間隙,帶走加工產物及焦耳熱,工件一側發生電化學溶解,實現工件加工成形,工具陰極外側涂覆絕緣層以防止加工過的孔壁發生二次電解。
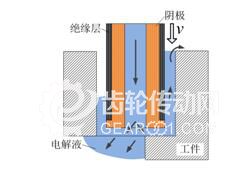
圖2 異形孔電解加工示意圖
流場優化研究
加工穿透階段。如圖3所示,異形孔出口處為半通半盲,加工穿透瞬間加工間隙內電解液大量缺失,容易引發短路現象導致加工中斷,造成零件報廢與陰極損傷。“針對以上問題,我們采取了優化陰極通液孔的方式來改善加工穿透時的流場分布。”趙老師介紹說。
圖3:加工穿透間隙示意圖
依據通液孔流道截面積之和大于等于加工間隙流道截面積之和的原則,試驗團隊設計了如圖4所示的單孔與多孔兩種通液結構。并借助埃馬克PTS800電解機床,將它們置于相同條件下進行加工穿透階段的對比。最終證實,相比單孔通液結構,多孔通液結構更能夠保證半通半盲孔加工穿透時,工具陰極與工件表面之間仍有一定流速的電解液通過,更有利于加工穿透間隙流場穩定性的提高。
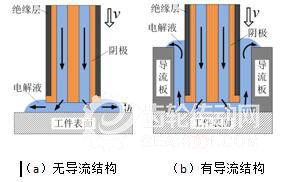
(a)單孔通液結構 (b)多孔通液結構
圖4 通液孔結構示意圖
圖4 通液孔結構示意圖
加工開始階段:如圖5(a)所示,由于試驗異形孔入口處為平面,加工間隙流場呈發散狀態,工具陰極開始加工到穩定加工的過程中流場存在突變,易發生短路現象,同時會對工件表面非加工部位產生雜散腐蝕。為解決這一問題,試驗團隊提出了在工件表面放置帶絕緣導流板的方式,如圖5(b)所示,來減弱流場的發散程度,同時保護工件表面非加工部位不發生雜散腐蝕。
圖5 異形孔加工開始階段示意圖
加工穩定階段:進入加工穩定階段,加工間隙內電解液需要具有一定流速,才能滿足排出電解產物與控制溫升的要求。而要想滿足電解液流速需求,設置合理的電解液進出口壓力是關鍵。“借助埃馬克PTS800電解機床可對加工電源參數、電解液參數等進行實時調節控制并及時取得加工反饋信息的優勢特點,我們可以輕松實現不同進出口壓力的設置,并根據加工狀況進行探究、調整,以獲取最合適的參數。”趙老師介紹說。
試驗團隊先取電解液出口壓力為0MP,進口壓力為逐漸遞增的不同數值進行分析發現,隨著進口壓力的增加,雖然電解液流速不斷上升,但是相鄰通液孔周圍的負壓區域也在逐漸增加。負壓區域增加時,當間隙內壓力突降極易造成電解液氣化,氣泡積聚則會導致空穴現象,從而影響加工順利進行。要想消除負壓區域,只有適當施加背壓。
在取不同出口背壓與進口壓力值進行新一輪探究中,試驗團隊在反復的對比分析后終于找到了既能滿足電解液流速設計要求,也能大大降低負壓區域的合理參數。
復合進給對流場影響
通過增加背壓,雖然在一定程度上降低了負壓區域,但很難做到完全消除,無法絕對保障工藝的穩定性,南航師生們又開始思索進一步的優化方案。“鑒于埃馬克電解機床具備振動進給功能,經與老師反復討論后,我們最終找到了解決方案——復合進給運動。”薛潤榮介紹道。
“埃馬克電解機床Z軸附帶振動裝置,可按照需求實現復合運動或直線運動,為我們此次探究復合進給運動對流場分布規律的影響提供了非常好的硬件支持。”趙老師補充道。試驗所設置的單個振動周期運動規律如圖6所示。
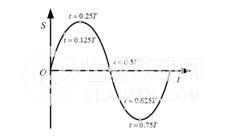
圖6 單個振動周期運動示意圖
在對單個振動周期內不同時刻對角線上電解液流速、電解液壓力數據樣點進行對比分析發現,在工具陰極直線進給過程中輔以低幅周期性振動,可以避免電解產物堆積,減弱雜散電場對異形孔側壁的二次腐蝕,使流場分布更加均勻,改善異形孔加工精度,優化加工穿透時流場分布狀態,提高加工穩定性。
異形深孔電解加工試驗
在工藝方案、加工參數確定后,試驗團隊迎來了最后也是最關鍵的實機加工環節。試驗所用到的設備還是來自埃馬克PTS800電解機床。“包含了機床本體、控制系統、電解液循環過濾系統和加工電源的集成控制系統,不僅可對數控軸、加工電源參數、電解液參數等進行實時控制,并依據反饋信息實時調節,實現精準定位、優質加工,帶圖文顯示、極富人性化的操作界面讓加工過程更加真切直觀,為對于電解加工技術還處于學習熟悉階段的學生們的試驗探究提供了極大的便利。”趙老師對埃馬克的電解加工設備性能表示認可。
圖7 埃馬克PTS800電解機床
依據之前步驟探究的流場優化方案,將工件材料置于電解液中,設置好相應的參數,并讓Z軸以多種不同的進給速度及一定振動頻率做復合運動,進行電解加工試驗。通過測量比較不同進給速度下加工樣品的實際尺寸與理論尺寸相差值,選出誤差最小、精度最高的進給速度,并在此速度下進行多次加工試驗。
加工實物如圖8,工件尺寸穩定控制在2.05±0.03mm和3.05±0.03mm,不僅實現了高精度、穩定加工,還保障了極佳的表面質量。
圖8 小批量樣件實物圖
“精密電解加工技術是當前應對難加工材料及復雜結構件的最優勢的方法之一,也是南航浦口先進制造研究院關注和研究的重點。埃馬克是全球精密電解加工領域的先行者和領先者,其研發的專業設備更是應用于眾多國際知名制造企業。在埃馬克的技術支持與設備助力下,目前我們南航浦口先進制造研究院已經開展了多個有關電解加工的方案探究和技術優化項目,相信今后在我們的緊密合作下,南航浦口先進制造研究院與埃馬克一定能為我國精密電解加工行業的進步發展帶來突破和貢獻。”趙老師說道。