1、銑削基本加工方法
銑削基本加工包括:
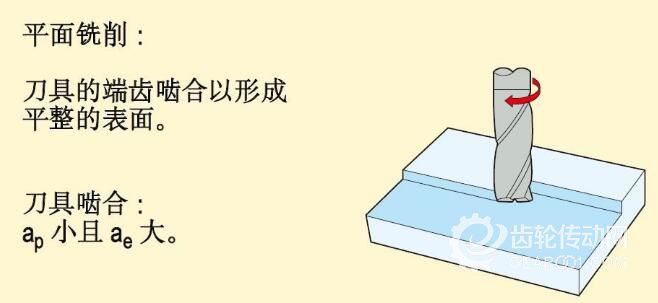
- 平面銑削
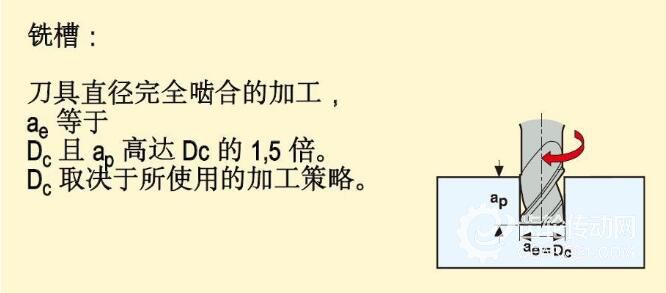
- 銑槽
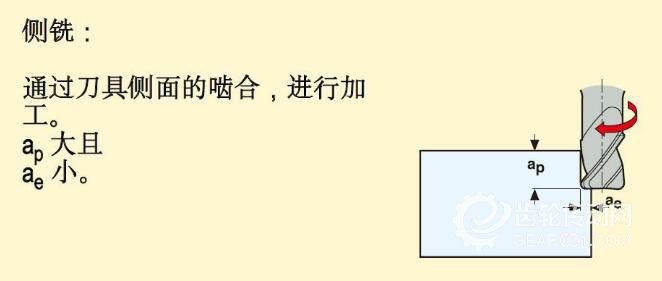
- 側銑
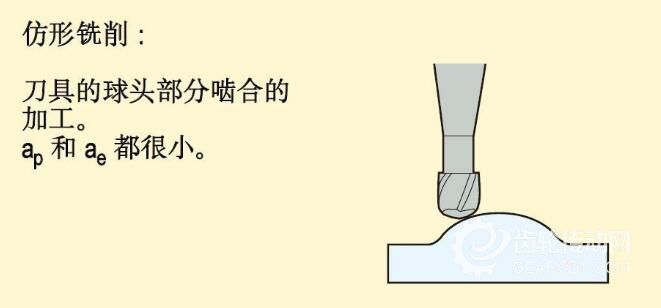
- 仿形銑削
2、先進銑削加工方法
先進銑削加工包括:
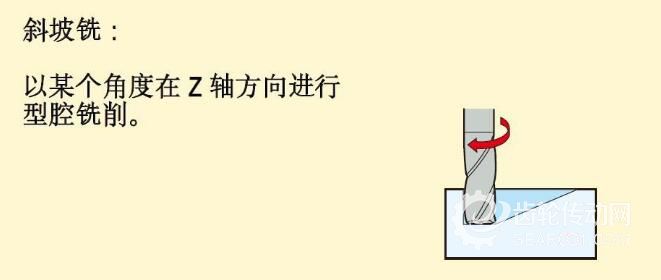
- 斜坡銑
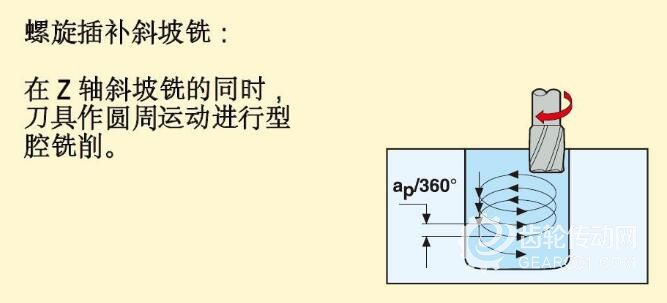
- 螺紋插補
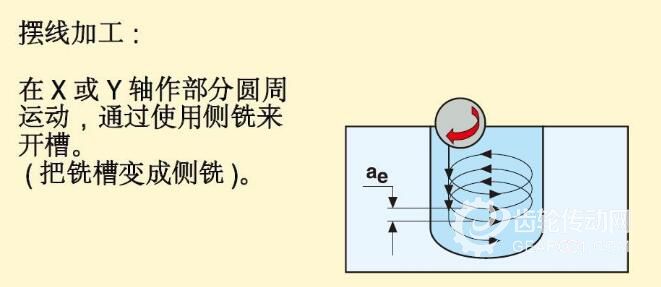
- 擺線銑削
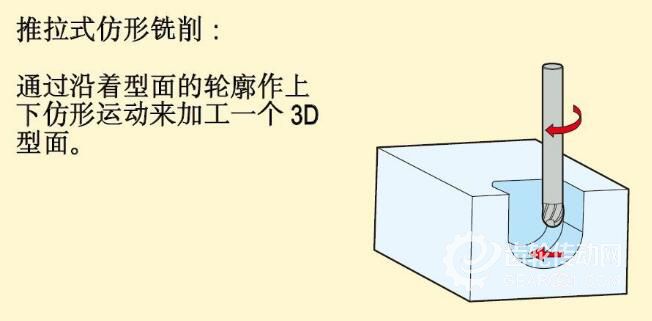
- 推拉式仿形銑削
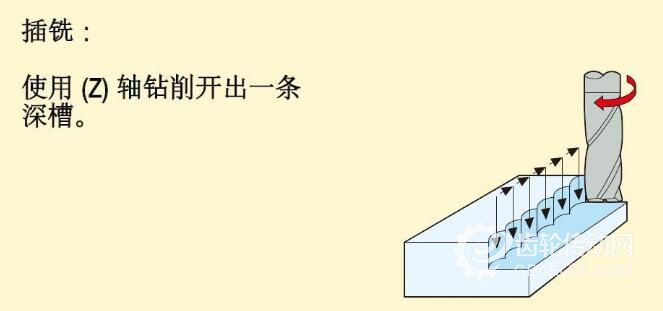
- 插銑
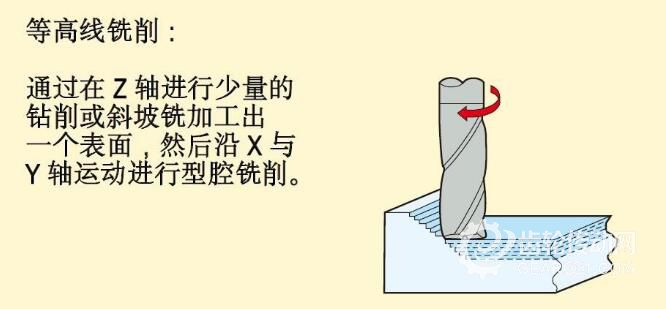
- 等高線銑削
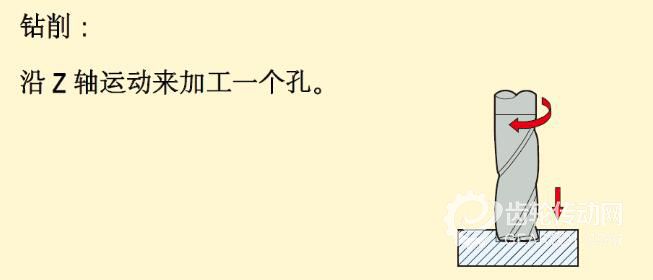
- 鉆削
3、銑削加工策略的定義:
- 普通加工
- 高速加工
- 高性能加工
- 高進給加工
- 微加工
1. 普通加工:
是普通用途的加工策略。切削寬度與切削深度比率可以各不相同,取決于工序的類型。
刀具特性:刀具擁有相對較長的切削刃和較小的芯部直徑,在精度上沒有很高要求。
機床要求:無特別要求。
應用領域:具有基本的 CNC 技術,高難度的先進加工方法不可行;金屬切除率只能達到一般的水平;應用領域通常包括小批量規模以及寬范圍的材料。
2. 高速加工:
是結合使用小的徑向切削深度、高的切削速度與進給速度的加工策略;根據采用的方法、可達到很高的材料切除率和較低的Ra值。這個策略的典型特征是切削力低、傳遞到刀具和工件上的熱量少、毛刺的形成減少和工件的尺寸精度高;在高速加工下,使用比普通加工更快的切削速度,可以達到高金屬切除率與好的表面粗糙度。
刀具特性:穩定(芯部直徑較大和切削長度較短),清晰且成形良好的容屑空間,有利于良好的排屑,鍍層。
機床要求:高速的 CNC 控制、高轉速、工作臺進給速度快。
應用領域:模具工業的淬硬鋼 (48-62 HRC) 進行半精加工與精加工,交貨時間短。當使用正確刀具與先進的加工方法時,這項技術也可以應用在許多其他材料上。
3. 高性能加工:
是一種能夠達到非常高的金屬切除率的加工策略。這種策略的典型特征在于切削寬度是Dc的1倍,且切削深度是Dc的1~1.5倍,取決于工件材料;在高性能加工下,使用比普通加工切屑負載高得多的加工方式,能夠達到極高的金屬切除率。
刀具特性:刀具排屑槽上專門開發的容屑結構,刀尖用 45°,小平面或刀尖圓弧進行保護,特別光滑的容屑空間,鍍層,帶或不帶側固柄。
機床要求:高穩定性、高功率要求、高剛性的夾緊系統。
應用領域:在大批量生產加工中,生產效率是關鍵的指標,或是要求高金屬切除率的單件產品加工。
4. 高進給加工:
是一種由整個刀具直徑滿刃切削和小切深結合的高進給加工策略。在高進給加工下,能夠通過使用比普通加工更快速的進給速度,以達到高金屬切除率與好的表面粗糙度。
刀具特性:專門研發的刀尖、極短的切削長度、鍍層。
機床要求:高穩定性、高進給速度的可能性。
應用領域:從軟鋼到淬硬鋼、鈦合金與不銹鋼,它如作為高速加工之前的預加工是非常好的,它也可用于深型腔加工。這項技術的優勢之一就是在 CAM 中非常方便用戶實現簡單安全和快速的編程。使用所謂的等高線銑削策略,在沒有豐富的編程經驗的前提下,較容易地對復雜形狀進行編程。
5. 微加工:
是一種使用極小的刀具直徑的加工策略。
刀具特性:直徑范圍從Ø0.1到2.0mm,切削長度短,寬范圍的外圓縮徑,高精度、鍍層。
機床要求:主軸精度高、高轉速、CNC、防止主軸伸長的熱穩定性。
應用領域:在眾多種類的材料上進行各種型腔加工。
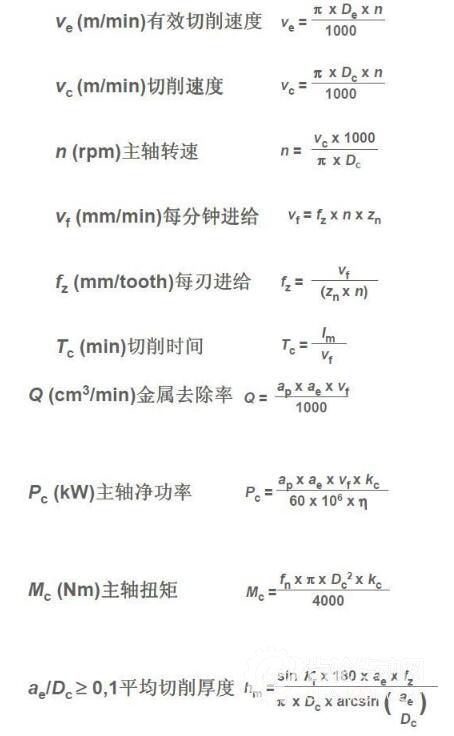
4、銑削參數及計算公式:
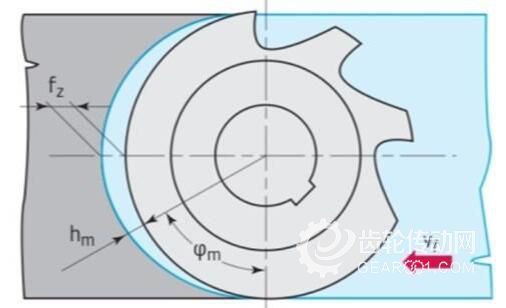
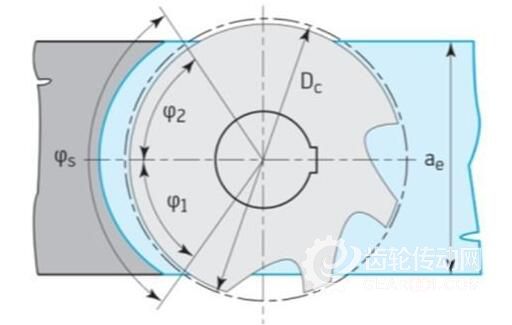
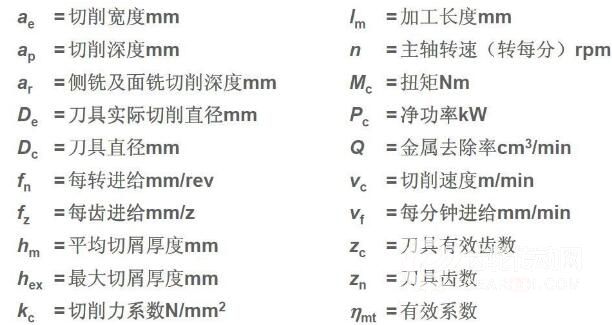
切削參數計算公式:
5、銑削總結:
1. 檢查機床功率和剛度,以保證所用的銑刀直徑能夠在機床使用刀具的懸伸盡可能短;
2. 銑刀的齒數適中,以確保在加工時沒有太多的刀片同時和工件嚙合而引起振動。銑削狹窄工件或型腔時要有足夠的刀片和工件嚙合;
3. 合適的每齒進給量,以便在切屑足夠厚時獲得好的切削效果從而減少刀具磨損。采用正前角槽型刀片,從而獲得平穩的切削效果以及最低的功率;
4. 適合于工件寬度的銑刀直徑;
5. 正確的主偏角(45度適合于一般銑削);
6. 合適的銑刀位置;
7. 僅在必要時用切削液,干銑通常刀具壽命會更好。
銑削基本加工包括:
- 平面銑削
- 銑槽
- 側銑
- 仿形銑削
2、先進銑削加工方法
先進銑削加工包括:
- 斜坡銑
- 螺紋插補
- 擺線銑削
- 推拉式仿形銑削
- 插銑
- 等高線銑削
- 鉆削
3、銑削加工策略的定義:
- 普通加工
- 高速加工
- 高性能加工
- 高進給加工
- 微加工
1. 普通加工:
是普通用途的加工策略。切削寬度與切削深度比率可以各不相同,取決于工序的類型。
刀具特性:刀具擁有相對較長的切削刃和較小的芯部直徑,在精度上沒有很高要求。
機床要求:無特別要求。
應用領域:具有基本的 CNC 技術,高難度的先進加工方法不可行;金屬切除率只能達到一般的水平;應用領域通常包括小批量規模以及寬范圍的材料。
2. 高速加工:
是結合使用小的徑向切削深度、高的切削速度與進給速度的加工策略;根據采用的方法、可達到很高的材料切除率和較低的Ra值。這個策略的典型特征是切削力低、傳遞到刀具和工件上的熱量少、毛刺的形成減少和工件的尺寸精度高;在高速加工下,使用比普通加工更快的切削速度,可以達到高金屬切除率與好的表面粗糙度。
刀具特性:穩定(芯部直徑較大和切削長度較短),清晰且成形良好的容屑空間,有利于良好的排屑,鍍層。
機床要求:高速的 CNC 控制、高轉速、工作臺進給速度快。
應用領域:模具工業的淬硬鋼 (48-62 HRC) 進行半精加工與精加工,交貨時間短。當使用正確刀具與先進的加工方法時,這項技術也可以應用在許多其他材料上。
3. 高性能加工:
是一種能夠達到非常高的金屬切除率的加工策略。這種策略的典型特征在于切削寬度是Dc的1倍,且切削深度是Dc的1~1.5倍,取決于工件材料;在高性能加工下,使用比普通加工切屑負載高得多的加工方式,能夠達到極高的金屬切除率。
刀具特性:刀具排屑槽上專門開發的容屑結構,刀尖用 45°,小平面或刀尖圓弧進行保護,特別光滑的容屑空間,鍍層,帶或不帶側固柄。
機床要求:高穩定性、高功率要求、高剛性的夾緊系統。
應用領域:在大批量生產加工中,生產效率是關鍵的指標,或是要求高金屬切除率的單件產品加工。
4. 高進給加工:
是一種由整個刀具直徑滿刃切削和小切深結合的高進給加工策略。在高進給加工下,能夠通過使用比普通加工更快速的進給速度,以達到高金屬切除率與好的表面粗糙度。
刀具特性:專門研發的刀尖、極短的切削長度、鍍層。
機床要求:高穩定性、高進給速度的可能性。
應用領域:從軟鋼到淬硬鋼、鈦合金與不銹鋼,它如作為高速加工之前的預加工是非常好的,它也可用于深型腔加工。這項技術的優勢之一就是在 CAM 中非常方便用戶實現簡單安全和快速的編程。使用所謂的等高線銑削策略,在沒有豐富的編程經驗的前提下,較容易地對復雜形狀進行編程。
5. 微加工:
是一種使用極小的刀具直徑的加工策略。
刀具特性:直徑范圍從Ø0.1到2.0mm,切削長度短,寬范圍的外圓縮徑,高精度、鍍層。
機床要求:主軸精度高、高轉速、CNC、防止主軸伸長的熱穩定性。
應用領域:在眾多種類的材料上進行各種型腔加工。
4、銑削參數及計算公式:
5、銑削總結:
1. 檢查機床功率和剛度,以保證所用的銑刀直徑能夠在機床使用刀具的懸伸盡可能短;
2. 銑刀的齒數適中,以確保在加工時沒有太多的刀片同時和工件嚙合而引起振動。銑削狹窄工件或型腔時要有足夠的刀片和工件嚙合;
3. 合適的每齒進給量,以便在切屑足夠厚時獲得好的切削效果從而減少刀具磨損。采用正前角槽型刀片,從而獲得平穩的切削效果以及最低的功率;
4. 適合于工件寬度的銑刀直徑;
5. 正確的主偏角(45度適合于一般銑削);
6. 合適的銑刀位置;
7. 僅在必要時用切削液,干銑通常刀具壽命會更好。