磨削加工是一種重要的加工工藝,它被廣泛應用于高精度和高光潔度工件的生產過程中。與其他加工工藝相比,磨削加工切除單位體積材料時需要非常高的能量輸入,這些能量幾乎全部轉化為熱量集中在磨削區內,導致磨削區的溫度升高。當磨削溫度較高時,會使零件表層金相組織發生變化,甚至出現磨削燒傷和磨削裂紋。
因此通過研究磨削溫度來探索解決磨削熱損傷的途徑一直是磨削加工技術重要的研究內容之一。
1 磨削熱模型的發展
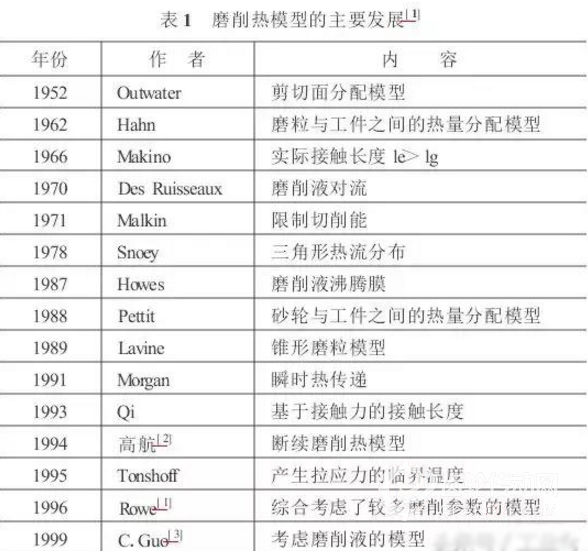
在磨削過程中,磨削區內的熱量通過工件、磨削液、切屑和砂輪傳遞出去,其中特別注意的應該是傳遞給工件的熱量,因為工件上的熱量是導致溫升產生熱損傷的直接因素。因此,各國研究者們對磨削區內熱量的傳遞進行了大量的研究,為能夠合理準確地監視和控制熱損傷奠定了堅實的基礎。下表1列出了近幾十年來磨削熱模型的發展。
早在50年代,Outwater和Shaw基于剪切面移動熱源理論建立了熱量傳遞給工件的熱源模型。Hahn提出了熱量產生在磨粒磨損平面上的理論,認為熱量的產生可以通過考慮磨損平面上的力和忽略剪切面上的力來進行精確描述。Malkino發現實際熱源長度是幾何接觸長度的2~3倍。Qi發現接觸長度可以由幾何接觸長度和由于接觸力產生的彈性接觸長度來進行預測。不過,Malkin的研究結果表明在幾何接觸長度內有超過2/3的能量進入工件。因此,對模型進行了合適的調整,建議使用幾何接觸長度來計算。Des Ruis-seaux發現對于典型的Peclet數和對流換熱系數,重要的對流冷卻將不發生在接觸區。Howes也發現當磨削區的溫度超過磨削液的沸騰溫度時,磨削液的沸騰膜嚴重地限制了冷卻。因此得出結論,對于淺磨削,磨削液的重要性是由于更有效的潤滑來減少磨削力和磨削溫度的。
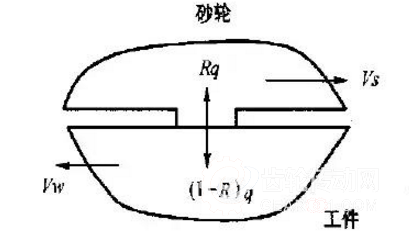
Malkin經過試驗得出結論:切屑帶走的最大能量受熔化所需的能量限制。因此,提出滑擦、耕犁和切削能可以被分別定義。Pettit基于砂輪材料的復合體特性建立了一個熱源模型(見圖1),此模型提供了確定能量傳遞給工件的比率Rw的一種簡便方法。
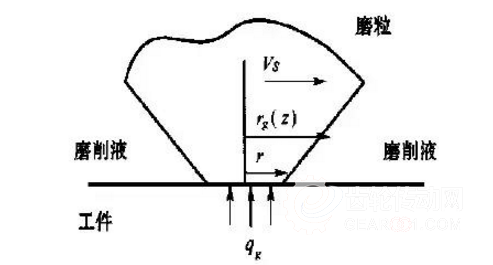
Lavine建立了熱量傳遞給單個錐形磨粒的磨粒傳熱模型(見圖2)。此模型考慮了不同的圓錐角度對傳熱的影響。試驗證明此模型對于小錐度角是合理精確的。Lavine假設45°圓錐角度作為評定分配率的基準。Morgan改進了圓錐磨粒模型,考慮了在接觸區內瞬時發熱對分配率的影響,同時把磨削溫度建立在磨削點的溫度之上。結果表明瞬時效應減少了分配率。
Black研究發現對于大多數含鐵材料,在回火顏色發生時往往伴隨著表面的嚴重損傷,一般回火顏色發生的臨界溫度在450℃至500℃。Hahn的平面模型給出了最大可能傳遞給磨粒的能量。Black的結果表明40°圓錐角的圓錐模型等于平面模型。因此建議使用Hahn的磨粒模型。
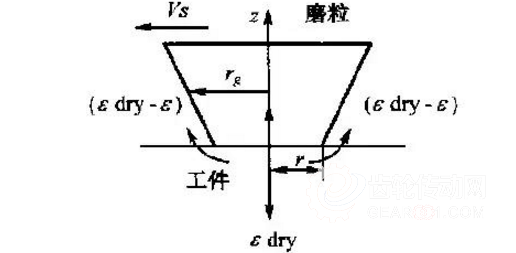
Rowe在前人研究的基礎上綜合了較多的磨削參數建立了一種簡化的傳熱模型,此模型考慮了砂輪和工件的熱特性、砂輪的鋒利程度、砂輪和工件的速度、切深以及接觸長度影響,1999年,C.Guo在Rowe模型的基礎上做了改進,建立了一個新的模型(見圖3)。
此模型考慮了磨削液的影響,通過分別考慮熱傳遞給磨粒和磨削液來確定分配率。
我國學者也很早就開展了磨削溫度的理論研究。早在60年代,哈工大的侯鎮冰,上海交通大學的貝季瑤等人就開始了磨削溫度的理論研究。貝季瑤用實驗方法肯定了按l=(D·t)^1/2作為磨削區接觸弧長的合理性,然后根據實際情況的分析,提出了熱源強度在沿接觸弧長上為三角形分布的假設,從而分別按單向導熱和雙向導熱推導了計算磨削區溫度的公式。東北大學在磨削溫度方面的研究成果比較顯著:蔡光起教授在研究高速重負荷鋼坯修磨時建立了鋼坯修磨熱模型;高航教授在研究斷續磨削時分別建立了臥軸周邊斷續磨削和立軸端面斷續磨削的熱源模型;金灘博士在研究高效深切磨削技術時,對高效深磨的傳熱機制進行了系統的理論研究,分別用均布和三角形分布熱源假設,建立了傾斜移動熱源的三種傳熱模型。
2 磨削溫度的計算方法
磨削溫度的求解一般有基于移動熱源理論的近似解析法和基于離散數學的數值解法。近似解析法以數學分析為基礎,得到用函數形式表示的解。在整個求解過程中,物理概念及邏輯推理清楚,所得的解能夠比較清楚地表示出各種因素對熱傳導過程或溫度分布的影響。但情況稍微復雜,解析解法就很難或不可能求解了,除非對原有問題進行簡化。
由于上述原因,采用近似解析解法時研究者們往往要做出許多假設,如簡化零部件形狀、簡化導熱體表面傳熱狀態、簡化熱源、熱源沿表面均勻移動、熱源均勻分布或三角形分布、熱量大部分傳入工件等等,這在一定程度上影響了求解的準確性。
數值解法以離散數學為基礎,以計算機為工具,其理論基礎雖不如解析解法那樣嚴密,但對實際問題有很大的適應性。一般稍微復雜的熱傳導問題,幾乎都通過數值解法來求解。常用的數值解法有數值積分法、有限差分法和有限元法3種,而以后2種為主。
上述表1中的大部分學者提出的磨削熱模型為表達各參數對磨削溫度的影響規律,多采用近似解析法進行求解和分析。
3 磨削溫度測量技術
獲取磨削區溫度的分布對于弄清磨削熱損傷的機理是極其重要的,而通過測量溫度獲取數據是了解熱損傷機理、避免熱損傷、提高加工表面質量的前提條件。
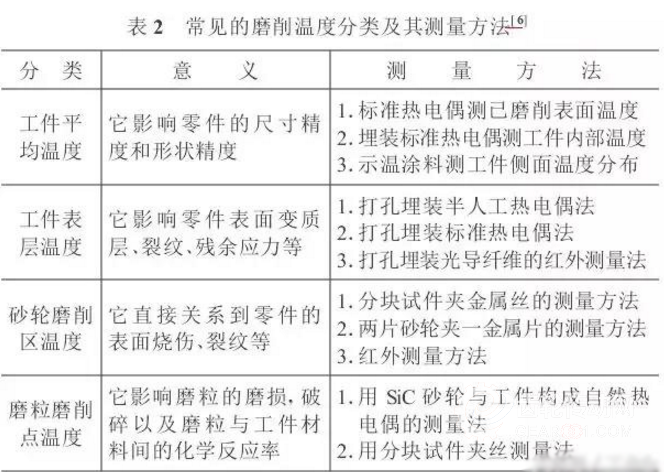
磨削溫度是加工時由磨削熱所引起的工件溫升的一個總稱。在工程研究中又按照不同的要求進一步將其區分成工件總體的平均溫度、工件表層溫度、砂輪磨削區的溫度以及磨粒磨削點的溫度等不同部位的溫度來加以研究。表2是近幾十年來先后見諸文獻的有關磨削溫度測量方法的一個匯總。
上述磨削溫度的測量方法部分在文獻中有詳細的介紹,本文不再敘述。從目前國內外磨削溫度的研究情況來看,磨削溫度的測量基本上是沿用上述方法。但也有一些新的方法,如,東南大學的史金飛博士采用紅外探測器采集磨屑流熱輻射信號來測量磨削區的溫度。目前,磨削溫度的測量還不是一項十分成熟的技術,它本身還處在不斷的探索、完善與發展之中,不管是對哪一種磨削溫度,要真正測準一個數據都不是一件容易的事情。
4 磨削溫度理論研究的發展趨勢
綜上所知,在磨削熱模型方面,雖然許多學者已根據不同的磨削條件建立了相應的磨削熱模型及其計算方法,但闡述尚不能令人完全滿意。例如磨粒模型和接觸區模型所考慮的因素還不夠全面。在溫度測量方面,測量儀器及測量方法還有待進一步的發展。目前,高速及超高速磨削技術在迅速發展,將為磨削溫度的研究提供新的研究領域,對磨削溫度的研究提出新的挑戰。
此外,磨削溫度場的研究還將在以下幾個方面得到進一步的發展:
·建立能夠綜合反映不同磨削過程的熱模型及能夠對磨削溫度進行動態仿真的軟件;
·尋求在給定的工藝條件下準確確定熱量傳給工件比例R的方法;
·磨料、工件材料熱特性數據庫的豐富;
·綜合考慮砂輪磨料、磨削液、磨屑等對磨削溫度的影響;
·測量溫度的試驗方法及設備的改進。
目前,隨著現代磨削技術的不斷發展,磨削溫度的研究也得到了迅速的發展;而磨削溫度理論的深入研究必將進一步推動磨削技術的發展并為生產實踐和磨削新技術的應用提供更為完善的理論基礎。
因此通過研究磨削溫度來探索解決磨削熱損傷的途徑一直是磨削加工技術重要的研究內容之一。
1 磨削熱模型的發展
在磨削過程中,磨削區內的熱量通過工件、磨削液、切屑和砂輪傳遞出去,其中特別注意的應該是傳遞給工件的熱量,因為工件上的熱量是導致溫升產生熱損傷的直接因素。因此,各國研究者們對磨削區內熱量的傳遞進行了大量的研究,為能夠合理準確地監視和控制熱損傷奠定了堅實的基礎。下表1列出了近幾十年來磨削熱模型的發展。
早在50年代,Outwater和Shaw基于剪切面移動熱源理論建立了熱量傳遞給工件的熱源模型。Hahn提出了熱量產生在磨粒磨損平面上的理論,認為熱量的產生可以通過考慮磨損平面上的力和忽略剪切面上的力來進行精確描述。Malkino發現實際熱源長度是幾何接觸長度的2~3倍。Qi發現接觸長度可以由幾何接觸長度和由于接觸力產生的彈性接觸長度來進行預測。不過,Malkin的研究結果表明在幾何接觸長度內有超過2/3的能量進入工件。因此,對模型進行了合適的調整,建議使用幾何接觸長度來計算。Des Ruis-seaux發現對于典型的Peclet數和對流換熱系數,重要的對流冷卻將不發生在接觸區。Howes也發現當磨削區的溫度超過磨削液的沸騰溫度時,磨削液的沸騰膜嚴重地限制了冷卻。因此得出結論,對于淺磨削,磨削液的重要性是由于更有效的潤滑來減少磨削力和磨削溫度的。
Malkin經過試驗得出結論:切屑帶走的最大能量受熔化所需的能量限制。因此,提出滑擦、耕犁和切削能可以被分別定義。Pettit基于砂輪材料的復合體特性建立了一個熱源模型(見圖1),此模型提供了確定能量傳遞給工件的比率Rw的一種簡便方法。
圖1 砂輪與工件之間的能量分布
Lavine建立了熱量傳遞給單個錐形磨粒的磨粒傳熱模型(見圖2)。此模型考慮了不同的圓錐角度對傳熱的影響。試驗證明此模型對于小錐度角是合理精確的。Lavine假設45°圓錐角度作為評定分配率的基準。Morgan改進了圓錐磨粒模型,考慮了在接觸區內瞬時發熱對分配率的影響,同時把磨削溫度建立在磨削點的溫度之上。結果表明瞬時效應減少了分配率。
圖2 磨粒熱傳遞模型
Black研究發現對于大多數含鐵材料,在回火顏色發生時往往伴隨著表面的嚴重損傷,一般回火顏色發生的臨界溫度在450℃至500℃。Hahn的平面模型給出了最大可能傳遞給磨粒的能量。Black的結果表明40°圓錐角的圓錐模型等于平面模型。因此建議使用Hahn的磨粒模型。
Rowe在前人研究的基礎上綜合了較多的磨削參數建立了一種簡化的傳熱模型,此模型考慮了砂輪和工件的熱特性、砂輪的鋒利程度、砂輪和工件的速度、切深以及接觸長度影響,1999年,C.Guo在Rowe模型的基礎上做了改進,建立了一個新的模型(見圖3)。
圖3 考慮磨削熱的能量分配模型
此模型考慮了磨削液的影響,通過分別考慮熱傳遞給磨粒和磨削液來確定分配率。
我國學者也很早就開展了磨削溫度的理論研究。早在60年代,哈工大的侯鎮冰,上海交通大學的貝季瑤等人就開始了磨削溫度的理論研究。貝季瑤用實驗方法肯定了按l=(D·t)^1/2作為磨削區接觸弧長的合理性,然后根據實際情況的分析,提出了熱源強度在沿接觸弧長上為三角形分布的假設,從而分別按單向導熱和雙向導熱推導了計算磨削區溫度的公式。東北大學在磨削溫度方面的研究成果比較顯著:蔡光起教授在研究高速重負荷鋼坯修磨時建立了鋼坯修磨熱模型;高航教授在研究斷續磨削時分別建立了臥軸周邊斷續磨削和立軸端面斷續磨削的熱源模型;金灘博士在研究高效深切磨削技術時,對高效深磨的傳熱機制進行了系統的理論研究,分別用均布和三角形分布熱源假設,建立了傾斜移動熱源的三種傳熱模型。
2 磨削溫度的計算方法
磨削溫度的求解一般有基于移動熱源理論的近似解析法和基于離散數學的數值解法。近似解析法以數學分析為基礎,得到用函數形式表示的解。在整個求解過程中,物理概念及邏輯推理清楚,所得的解能夠比較清楚地表示出各種因素對熱傳導過程或溫度分布的影響。但情況稍微復雜,解析解法就很難或不可能求解了,除非對原有問題進行簡化。
由于上述原因,采用近似解析解法時研究者們往往要做出許多假設,如簡化零部件形狀、簡化導熱體表面傳熱狀態、簡化熱源、熱源沿表面均勻移動、熱源均勻分布或三角形分布、熱量大部分傳入工件等等,這在一定程度上影響了求解的準確性。
數值解法以離散數學為基礎,以計算機為工具,其理論基礎雖不如解析解法那樣嚴密,但對實際問題有很大的適應性。一般稍微復雜的熱傳導問題,幾乎都通過數值解法來求解。常用的數值解法有數值積分法、有限差分法和有限元法3種,而以后2種為主。
上述表1中的大部分學者提出的磨削熱模型為表達各參數對磨削溫度的影響規律,多采用近似解析法進行求解和分析。
3 磨削溫度測量技術
獲取磨削區溫度的分布對于弄清磨削熱損傷的機理是極其重要的,而通過測量溫度獲取數據是了解熱損傷機理、避免熱損傷、提高加工表面質量的前提條件。
磨削溫度是加工時由磨削熱所引起的工件溫升的一個總稱。在工程研究中又按照不同的要求進一步將其區分成工件總體的平均溫度、工件表層溫度、砂輪磨削區的溫度以及磨粒磨削點的溫度等不同部位的溫度來加以研究。表2是近幾十年來先后見諸文獻的有關磨削溫度測量方法的一個匯總。
上述磨削溫度的測量方法部分在文獻中有詳細的介紹,本文不再敘述。從目前國內外磨削溫度的研究情況來看,磨削溫度的測量基本上是沿用上述方法。但也有一些新的方法,如,東南大學的史金飛博士采用紅外探測器采集磨屑流熱輻射信號來測量磨削區的溫度。目前,磨削溫度的測量還不是一項十分成熟的技術,它本身還處在不斷的探索、完善與發展之中,不管是對哪一種磨削溫度,要真正測準一個數據都不是一件容易的事情。
4 磨削溫度理論研究的發展趨勢
綜上所知,在磨削熱模型方面,雖然許多學者已根據不同的磨削條件建立了相應的磨削熱模型及其計算方法,但闡述尚不能令人完全滿意。例如磨粒模型和接觸區模型所考慮的因素還不夠全面。在溫度測量方面,測量儀器及測量方法還有待進一步的發展。目前,高速及超高速磨削技術在迅速發展,將為磨削溫度的研究提供新的研究領域,對磨削溫度的研究提出新的挑戰。
此外,磨削溫度場的研究還將在以下幾個方面得到進一步的發展:
·建立能夠綜合反映不同磨削過程的熱模型及能夠對磨削溫度進行動態仿真的軟件;
·尋求在給定的工藝條件下準確確定熱量傳給工件比例R的方法;
·磨料、工件材料熱特性數據庫的豐富;
·綜合考慮砂輪磨料、磨削液、磨屑等對磨削溫度的影響;
·測量溫度的試驗方法及設備的改進。
目前,隨著現代磨削技術的不斷發展,磨削溫度的研究也得到了迅速的發展;而磨削溫度理論的深入研究必將進一步推動磨削技術的發展并為生產實踐和磨削新技術的應用提供更為完善的理論基礎。